atelier de sudură din oțel inoxidabil în casă - 3 mod ușor și la prețuri accesibile
Cuprins
-
1 De ce inoxidabil prost gătită
- 1.1 Metode de sudură din oțel inoxidabil
-
2 Cum de a suda din oțel inoxidabil
- 2.1 Pregătirea echipamentului de sudare
- 2.2 Metoda 1: electrozi de sudură cu arc tungsten
- 2.3 Metoda 2: sudarea cu arc cu electrozi inveliti
- 2.4 Metoda 3: Semi-automate de sudura in argon
- 3 concluzie

Pentru o calitate de sudură trebuie să fie pre-instruit pe resturi inutile din oțel inoxidabil.
Nu știi cum să sudeze produse din oțel inoxidabil? De fapt, Sudarea oțelului inoxidabil la domiciliu - nu este o sarcină dificilă. Voi descrie mai multe metode de sudare și explică modul în care acest lucru poate fi făcut de mână în garajul său sau atelier acasă.
De ce inoxidabil prost gătită
Oțel inoxidabil - un aliaj de fier cu adaos negru obișnuit de carbon și dopanțiîor complexe (crom, nichel, molibden, titan, mangan, etc.). Acești aditivi metalici conferi rezistență la coroziune bună și o rezistență mecanică ridicată.
Prin introducerea schimbărilor dopanți și proprietățile fizice ale oțelului inoxidabil, astfel încât tehnologia de sudura are caracteristici:
- conductivitate termică scăzută:
- Oțelurile inoxidabile au o conductivitate termică semnificativ mai mică decât cea a metalului conținut scăzut de carbon, astfel încât căldura din zona de sudură este dată mai rău;
- Pentru a elimina arde-perete, produse din oțel inoxidabil ar trebui să fie gătite cu un mic curent (15-25% mai mică decât pentru metalul negru).
- Contracția metalice:
- Din oțel inoxidabil are un coeficient de dilatare mai mare liniară termică, astfel încât se poate contracta și deforma în mare măsură, după răcire;
- Pentru a reduce distorsiunea termică, este necesar să se lase toleranțe și lacune suficiente între articol care urmează să fie sudate;
- Pentru aceeași gătit din oțel inoxidabil, nu are nevoie de o cusătură continuă, și o bucată scurtă de la punctul de aderență.

Diagrama arată modul în care punctul de aplicare pe sudura tac.
- Rezistență ridicată la:
- Rezistența electrică este din oțel aliat substanțial mai mare decât metalele feroase. Acest lucru duce la o creștere a temperaturii în zona de sudare și de ardere a electrozilor;
- Prin urmare, pentru astfel de lucrări utilizează electrozi tungsten sau din oțel crom-nichel, iar lungimea lor nu trebuie să fie mai mare de 350 mm;
- eroziune Temperatura:
- La temperaturi foarte ridicate, oxigenul atmosferic dopants mediu se pot estompa din aliaj;
- Din acest motiv, rezistența la coroziune a oțelului inoxidabil se deterioreze, și în cele din urmă începe să se corodeze sudură;
- Pentru a proteja componentele aliere trebuie să limiteze debitul de aer saturat cu oxigen într-o zonă de metal topit;

În timpul funcționării, asigurați-vă că pentru a utiliza o mască de protecție, în caz contrar s-ar putea obține retinele arse.
Pentru a reduce dopanți epuizare, sudură după setarea este necesar să se răcească cât mai repede posibil. dimensiunea Mâncat permite produsului finit poate fi înmuiată imediat într-o găleată sau cada cu apă.
Metode de sudură din oțel inoxidabil
disponibile mai multe metode pot fi utilizate pentru etanșarea și conectarea permanentă a produselor din oțel inoxidabil:
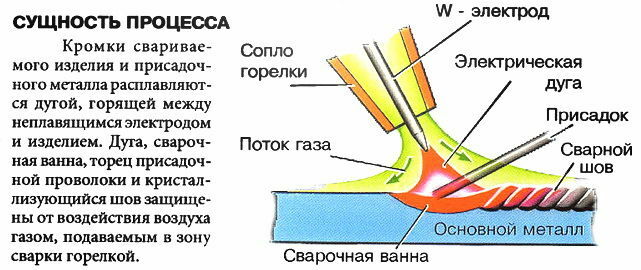
- Sudarea, Tungsten:
- În acest caz, electrodul este folosit numai pentru aprinderea arcului;
- În timpul funcționării, în zona de metal topit este alimentat cu gaz inert (argon) și sârmă inoxidabil aditiv;
- Sub sudare argon arcuri dintr-un metal de bază nu este supraîncălzit, astfel încât se obține calitatea sudurii și durabil;
- Singurul dezavantaj al acestei metode - prețul ridicat al mașinii argon.
- Sudarea cu electrozi inveliti:
- Pentru operarea se poate utiliza un arc obișnuit mașină de sudură, de preferință de tip invertor;
- De înaltă arc electric temperatură electrodul este topit și umple de sudură;
- strat electrod este topit, dar rămâne deasupra și protejează metalul de oxidare și de ardere în aer;
- Sudarea electrod tuburi din oțel inoxidabil este utilizat doar pentru produsele cu pereți groși masive.
- Sudare semi-automata:
- Pentru operarea cu ajutorul unei sudură convenționale semiautomate;
- Este instalat cu o bobină de sârmă din oțel inoxidabil, și în arzător în locul cilindrului de dioxid de carbon este conectat cu balon argon.

conversie de conducere de sudare semi-automata din otel inoxidabil.
Pentru a conecta sau repararea de mici produse cu pereți subțiri din oțel inoxidabil, pot fi folosite în loc de sudură sau lipire alamă de lipit staniu-plumb.
Cum de a suda din oțel inoxidabil

Tabelul prezintă caracteristicile comparative ale unor metode de sudură din oțel inoxidabil.
Pregătirea echipamentului de sudare
Pentru a găti produse din oțel inoxidabil, cu mâinile lor, au nevoie de un atelier de metal mic și unul dintre seturile de echipamente de sudare:
| ilustrare | Echipament de sudare |
 |
Argon sudare cu arc electric:
|
 |
Electrozi de sudare:
|
 |
semiautomata:
|
 |
Unelte și echipamente auxiliare:
|
Metoda 1: electrozi de sudură cu arc tungsten
| ilustrare | Descrierea activității |
 |
Pregătirea mașinii:
|
 |
Sudura sub argon:
Pentru a reduce arderea electrodului, este necesar să țineți apăsat arzătorul 5-10 secunde după ce arcul se stinge. |
Metoda 2: sudarea cu arc cu electrozi inveliti
| ilustrare | Descrierea activității |
 |
Prepararea electrozilor:
|
 |
Sudarea electrozi din oțel inoxidabil:
|
Metoda 3: Semi-automate de sudura in argon
| ilustrare | Descrierea activității |
 |
Prepararea semi-automate:
|
 |
Sudarea oțelului inoxidabil semiautomat:
După ce sa format zgura de sudura semiautomat, deci nu este necesar obbivat. |
concluzie
Sunteți în măsură să vă asigurați că sudarea oțelului inoxidabil este disponibil pentru orice om bun, chiar și fără utilizarea de echipamente speciale. Dacă aveți întrebări, lăsați-le în comentarii, și nu uitați pentru a viziona videoclipul în acest articol.