Sudare argon - tot ce trebuie sa stiti despre acest proces,
Cuprins
-
1 Caracteristici ale procesului și orientări pentru comportamentul său
- 1.1 Pro și contra de tehnologie
- 1.2 Proprietăți flux de lucru
- 2 concluzie

Grosimea mică permite chiar și aderarea la sudură piese mici
Trebuie să conectați elementele de metale neferoase sau din oțel inoxidabil? Voi vorbi despre acest tip de lucru ca sudura cu argon. Vei afla toate caracteristicile acestei tehnologii, iar ca bonus voi da câteva recomandări, după care puteți obține piesele de sudură perfecte.

Tehnologia de sudare argon permite chiar repararea jante din aliaj
Caracteristici ale procesului și orientări pentru comportamentul său
Sudura in argon pentru a proteja suprafața de împerechere de oxidare. Acest lucru asigură o calitate ridicată a conexiunii și devine posibil să se lucreze cu acele materiale care nu pot fi supuse la aparate de sudură convenționale.

Compușii sunt obținute puternic și îngrijite
Lucrarea poate fi realizată într-un moduri automate, semi-automate și manuale. Sudare argon se face cu propriile sale mâini în modul manual, care este ceea ce ne uităm la. Tehnologia permite utilizarea de electrod fuzibil și neconsumabil, primul exemplu de realizare mai popular datorită ușurinței și fiabilitate.
Tungstenul este utilizat, este foarte refractar și poate fixa în mod fiabil împreună atât materiale identice și diferite ca electrod.

Este important să se determine în avans modul în care electrod neconsumabil este mai bine pentru a face munca pentru fiecare tip de material are propria sa modificare
Pro și contra de tehnologie
Pentru a înțelege problema, trebuie să înțelegeți care sunt avantajele și dezavantajele de sudare argon. Să începem cu aspectele pozitive:
- de înaltă calitate. Zona, care este încălzită în timpul sudurii, foarte puțin. Acest lucru face posibilă combinarea de calitate, chiar și obiecte mici, fără efort. Cusătura se dovedește foarte atent - este unul dintre tipurile cele mai estetice de sudare, a se vedea fotografii și să vadă;

Dacă sunteți de sudura TIG familiare, puteți realiza cusături de calitate perfectă
- materiale dificil de conectivitate. Dacă aveți nevoie pentru a suda cupru, aluminiu și alte metale neferoase, sudura argon, va fi singura soluție posibilă. Și puteți combina materiale diferite, care, în general, nu sunt disponibile pentru alte tehnologii;

Metoda de sudura cu argon facilitează conectarea cupru și țeavă inox
- de mare viteză. de mare putere arc electric vă permite să conectați elementele foarte repede. Acesta este un avantaj semnificativ pentru volume mari de muncă;
- Fiabilitate. Argon - un gaz inert care este mai greu decât aerul, astfel încât în timpul sudării este în siguranță Se închide zona de conectare, cu excepția suprafeței de oxidare și furnizarea de compus de înaltă calitate piese;
- Simplitatea tehnologiei. Desigur, efectuarea de lucrări de sudură este posibilă numai cu anumite abilități, dar este ușor de a face rost de ele, și poți într-un timp scurt pentru a deveni un maestru în acest caz. Dacă aveți ceva timp o anumită practică sub supravegherea unui specialist, veți învăța toate nuanțele, fără nici o problemă.

Locuri de munca nu sunt complicate, acesta poate fi învățat într-o lună și jumătate
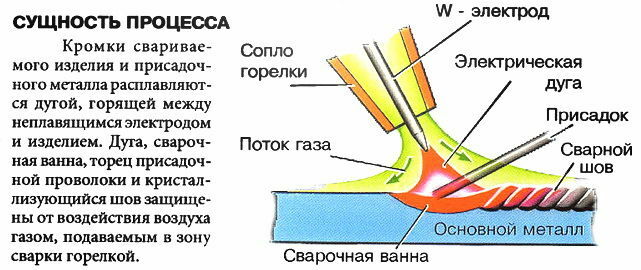
Pentru a efectua lucrările necesare mașinii de sudură, cu un oscilator, un arzător special și rezervor cu un gaz inert. Schema de funcționare este prezentată mai jos.

Se pare ca sudura argon constructii
Avem tehnologia și dezavantaje:
- Nevoia de echipamente speciale. Unele aparate de sudură rework standard, dar cu nici o experiență în acest domeniu, am sfătui toate la fel pentru a cumpăra o unitate specială pentru a efectua lucrări de înaltă calitate;

Prețul echipamentului este de 15 000 ruble
- încălzirea puternică a suprafeței. Dacă petreceți o sudura cu arc electric, este de dorit să se folosească de răcire suplimentară pentru a preveni supraîncălzirea elementelor;
- În funcție de condițiile meteorologice. Când este sudarea - argon trebuie să fie suficientă la joncțiunea, dar din cauza proiectelor de vânt și se poate umfla, care afectează negativ rezistența îmbinării.
Proprietăți flux de lucru
sudura argon, are un număr de nuanțe importante, care promovează o mai bună înțelegere:
- Polaritatea și direcția curentului. Dacă lucrați cu oțelul de bază și a aliajelor pe baza lor, se folosește polaritatea drept curent. Aluminiu, beriliu și magneziu sunt mai bine pentru a găti cu polaritate inversă, astfel încât pelicula de oxid este distrus mult mai rapid;

Aluminiul este mult mai bine gătită cu curent de polaritate inversă
- Monitorizarea constantă a mediului de lucru. Pentru suprafața sudabil nu este saturat cu azot si oxigen din aerul înconjurător, ceas la firul de umplere și electrodul este în mod constant într-o atmosferă de argon;

Argon ar trebui să acopere întreaga porțiune de lucru
- Parametrii de expunere curente. În cazul în care DC este foarte important pentru a face setările de hardware necesare, în funcție de tipul de material utilizat electrozi etc. Toate cifrele sunt în instrucțiunile pentru echipament, citiți toate informațiile cu atenție, în scopul de a ajusta în mod corespunzător puterea curent;
- Poziția corectă a electrodului. La efectuarea electrod de wolfram de lucru trebuie să fie cât mai aproape posibil de suprafața de sudură la lungimea arcului cât mai mic posibil. Cu cât arc, mai puțin adânci adâncimea de penetrare a metalului, care afectează în mod negativ calitatea sudurii;

Păstrați electrodul cât mai aproape de suprafața sudată
- Cheltuiți dreptul de locuri de muncă. Că cusătura a fost în calitate perfectă, aveți nevoie pentru a lucra într-o singură mișcare de-a lungul liniei de cusătură. Nr zig-zag și mișcări transversale, acest lucru face cusătură neglijent;
- plumb Exact sarma de sudura. În cursul fir metalic conductor situat în fața arzătorului la un unghi față de suprafața sa. Acesta trebuie să fie plasat într-o baie de argon lângă electrodul. Nu Wag firul, se înrăutăți foarte mult calitatea etanșării.
- Este important să se facă un crater la sfârșitul anului de lucru. Opriți de râpă cu arc atribuindu arzător greșit, slăbește foarte mult cusătura. Asta-i drept - un reostat pentru a reduce efectul de curent și de lipire craterul. Alimentarea cu argon a fost oprită după 8-10 secunde după terminarea sudurii și operarea sudare se încălzește inițial argon timp de 20 de secunde;

După crater este sigilat, și alimentarea cu gaz este oprită după 10 secunde
- pregătirea corespunzătoare. Suprafețele care urmează să fie conectate, trebuie să fie curățate de murdărie și grăsime.
concluzie
Ați învățat cum să efectuați sudura cu argon. Folosind recomandările mele, veți fi în măsură să asigure calitatea perfectă a lucrării. Video în acest articol va ajuta să înțelegeți mai bine subiectul, iar dacă nu înțelegi ceva - întrebați în comentarii.