3 basit yolları kendi elleri torna yapmak
içindekiler
-
1 Eğer torna hakkında bilmeniz gerekenler
- 1.1 Birinci yol - az yarım saat içinde matkap makineyi toplamak
- 1.2 İkinci yöntem - ön ve uç ile makine toplama
- 1.3 Yöntem, üç - metal işleme için makine toplama
- 2 özetlemek gerekirse

Bu güzel öğeler onun torna tezgahı üzerindeki evde öğütmek mümkün olacak
Kendi elleriyle bir torna yapmak, ama nasıl olduğunu bilmiyorum ister misiniz? Ben ahşap ve metal ile çalışan cihazların montajı için adım talimatları basit adımı sunuyoruz. Herhangi bir ev veya garaj atölyede olduğundan emin olan basit aracı kullanarak mevcut malzemelerden ev yapımı torna kutu toplayın.
Eğer torna hakkında bilmeniz gerekenler
| örnekleme | ilginç bilgiler |
 |
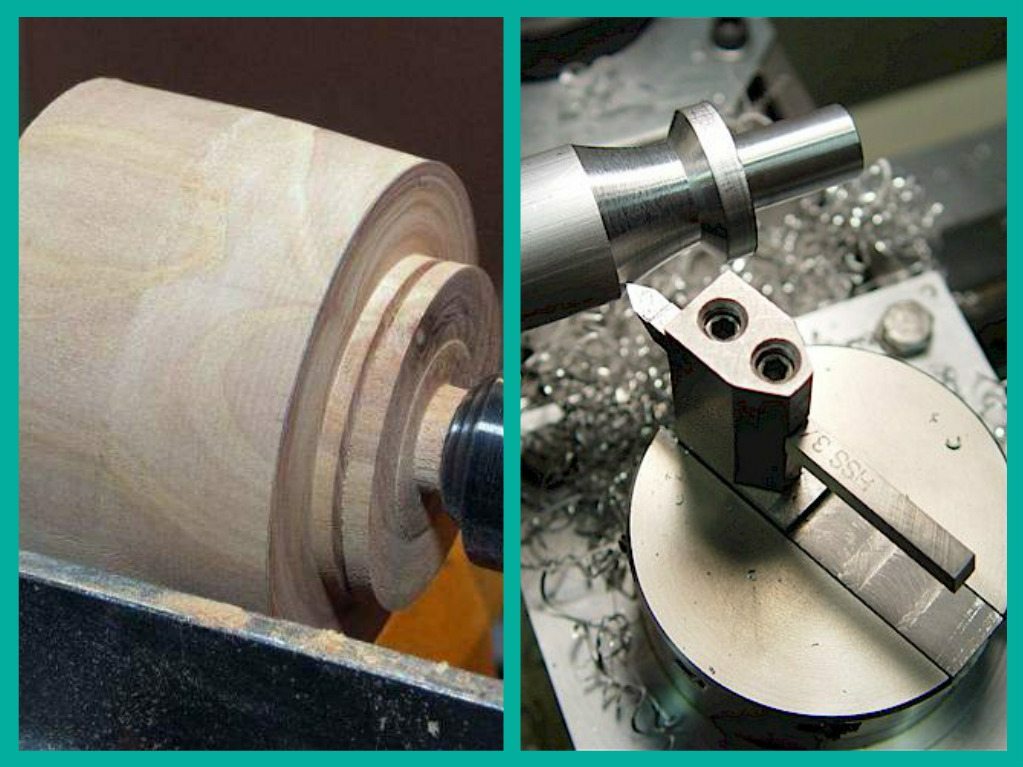
Atama. Torna - kesici, ya da bir keski ile iş parçasının radyal işleme için donatım. Ne olursa olsun preform orijinal şeklinin, ucundaki bitmiş ürün tam dairesel yapı olsun. |
 |
tür. işlem metal ve ahşap işleme yöneliktir - Yaygın torna makineleri iki tür kullanılmıştır. Buna ek olarak, taş ve diğer özel ekipman üzerinde bir torna yoktur. agrega farklı motor kapasitesine, devir ve yapısal mukavemet sayıda iş parçasının sabitleme özellikleri bulunmaktadır. |
 |
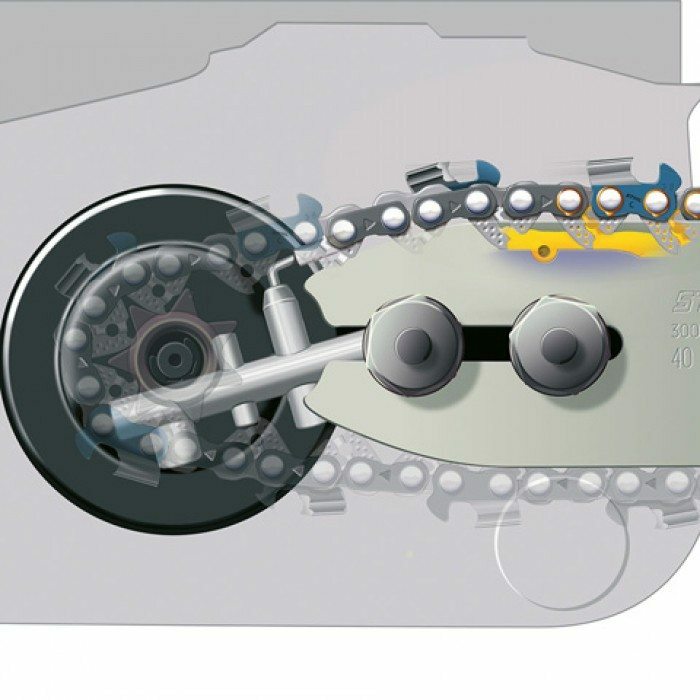
dizayn. En torna temeli, örneğin bir torna aynası, punta ve çerçeve elemanları uygulanabilir. Hareketsiz kafa yerleştirilir ve iğ tahrik parçasına tork iletiyor. punta tutan ve iş parçası merkezleri kenetleme cihazı, alınan. Çerçeve bir destek ve ilgili cihazlar monte edildiği bir rehber. |
 |
fiyat. Makine, hatta düşük güçlü, fabrika yapımı çok para mal oldu. ahşap ya da metal motorun maliyeti yığınları ve kolaylıkla temin edilebilen malzemeler için ev yapımı makine fiyat. |
 |
Kendi elleri oluşturun. Herkes can elleriyle makineyi monte edin. Sen atölye veya garajlar çoğunda bulunan aracını kullanabilirsiniz. adım montaj talimatları basit adımla aşağıda bulabilirsiniz. |
Birinci yol - az yarım saat içinde matkap makineyi toplamak
puntanın olmadan en basit montaj talimatları ahşap işleme makinesinin - Öncelikle. Biz üretimi veya mandrenle, panoları veya kontrplak parçaları ve montaj donanımı ile bir çekiç matkap için kullanacaktır.
| örnekleme | Açıklama aşaması |
 |
boş kare. 150 mm genişlik ve kalınlıkta 20 mm bir tahta hazırlayın. Yani o zaman çalışmak daha kolay oldu, tahta yüzeyi arzu oshlifovat olduğunu. |
 |
Pişirme klip. Talimi kaldırma veya düğmeyi sıkıştırma yumruk. Bu kaldırıldı kelepçenin sadece bir parçası olacak şekilde olmalıdır. |
 |
vurgu matkaplar. matkap altında kontrplak tahta yapın ve yönetim kuruluna sıkın. Makinenin çalışması sırasında titreşimi azaltmak için, üst Ekli ihtiyaca kontrplak bir parça küçük bir lastik bant yapıştırın. |
 |
Montaj kelepçesi. panelinin yan kalay vida tespit şerit. eğreti yaka başlangıç düğmesinin yanındaki matkap vücudu sarılı şekilde şerit konumu seçilir. kalay tamamen gövde matkaplar sarıldığı beklentisi ile seçilmiştir klibin uzunluğu. |
 |
Biz kelepçe matkap formunu takmak. matkap tutucu üzerine Elbise ve kauçuk astar ters duruma yerleştirilir. Kalay kavramak pense kelepçe ve bir araç vücut sargısı. |
 |
bir matkap sıkın. o tahta içine giren ve sac şerit çekti ve böylece kelepçe vidası vidalanır. matkabın önünde tutucu sayesinde vida ve conta ve sıkın eksik. |
 |
iş parçası olan yapma. olarak resmedilmiştir 8 mm çaplı vida başı ile ya da, kanca kesti. Böylece kartuş içinde sıkın hazırlanmıştır. |
 |
kesme kenarı için bir destek yapmak. kurulu bir parça için yapının üst kısmı matkabın ortasına düştü, böylece metal köşe bağlamak gerekiyordu. Daha sonra, destek çerçevesi kelepçe üzerine monte edilebilir. |
 |
boş hazırlayın. Biz tahta parçasının bir parçasını gördüm ve merkezin sona işaretlemek. 5 mm çapında bir matkap ve iş parçasının bir mandren matkabı sabitleyin. |
 |
iş parçası ayarlama. Biz kartuşu çıkarıp matkap vida yapılan montaj yerleştirin. Matkap Torna ve bir vida, bir önceden delinmiş deliğe vidalanır. Hasat sonuna kadar yeter. |
 |
Makinenin üzerinde çalışma., İş parçası destek aracı yanındaki Açığa bir matkap dahildir ve detay bilenmiş keski keskinleştirmek. Matkap yatay yükler için tasarlanmamış olduğu göz önüne alındığında, iş parçası üzerinde fazla baskı sağlamaz. Ayrıca, iş parçası 20 cm'den uzun olmayan işlenebilir. |
İkinci yöntem - ön ve uç ile makine toplama
Eğer her iki tarafta parçayı basın anlamına gelir hiçbir punta yoktur - Bir önceki öğretim makinesinde yapılan bir dezavantajı var. Ben makine tarafından yapılan en erken sonuçlandırmak için başka basit talimatlar sunuyoruz.
| örnekleme | Açıklama aşaması |
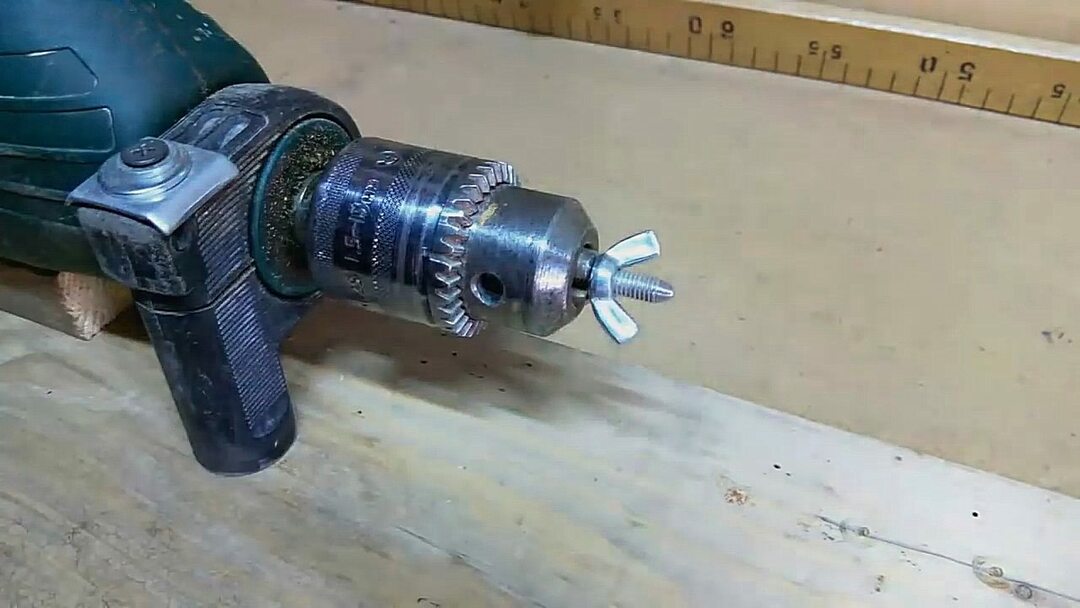 |
iş parçası olan yapma. cıvata M8 sonunu keskinleştirir ve kafasını (şapka) kesti. Cıvata hile kanat somun. montaj insert Hazırlanan ve fotoğrafta görüldüğü gibi, kartuş içinde düzeltin. |
 |
punta Yapımı. parçanın kısa bir bölüm 20 cm uzunluğa sahip olacak şekilde Sunta veya kontrplak, bankaya geri verme. |
 |
bir kılavuz çizgisi yapın. kartuş ortasından Rascherchivaem merkez hattı. Kartuş 20 cm geri çekilme ve matkap deliği 2 mm her 3-5 cm'lik bir matkap. |
 |
donanım punta Yapımı. Parçalı veya makine çerçevesinin üzerine işaretlenmiştir yönlendirme hattı ile aynı olmalıdır punta boylamsal yiv içinde açılmış olan bir yönlendirici,. |
 |
eki için Matkap deliği. chuck punta taşıyın ve bir geçiş deliği delinir. |
 |
hasat bağlama. Keskinleştirir ve mobilya vida somunu hazırlayın. |
 |
iş parçası olan ayarlama. Mobilya somun deliğinin üzerine çivilenmiş. Biz deliğe kayma ve vida bir mobilya somun içine bilenmiş içine ettim. Contra zamanki somun vida böylece durağan olduğunu. |
 |
boş hazırlayın. sonundan boşlukları cıvata ve vidayla için üç sığ delikler delinir. |
 |
boş hazırlayın. 1 cm merkezi bir delik derinliği karşı ucundan. yağ veya yağ yağlama Delik yağ. Bu yapılmazsa, ağaç ısıtılmalı ve yanmaya devam edecektir. |
 |
iş parçası ayarlama. ön kalıp ön ve uç arasında yer almaktadır. Punta ile vidalarını sıkın. Sonuç olarak, köle lider merkezi ve merkez aynı eksende kalmalıdır. |
 |
Deneme çalıştırmak ve iş. matkap ters çevirin ve belirli bir ürünü yontmaya çalışırlar. torna tezgahında iş, bir ev yapımı üzerinde de olsa koruyucu gözlük kullanımını gerektirir unutmayın. |
Yöntem, üç - metal işleme için makine toplama
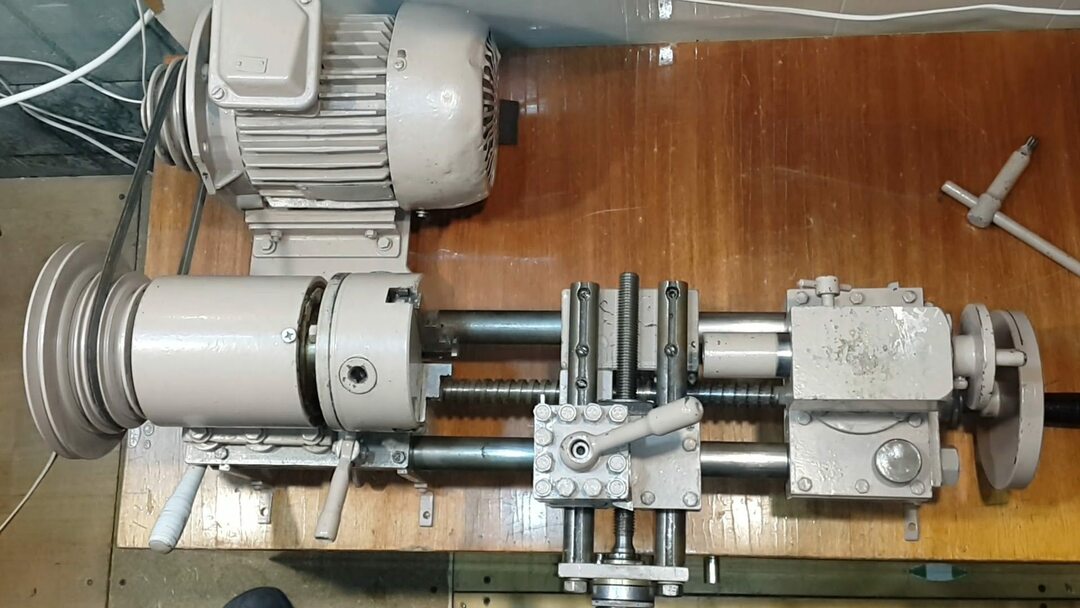
torna, metal, kaynak makinesi yapmak ve metal ile çalışacak araçlar ihtiyaç belirleyin. elektrikli motor gerektirecektir eylem monte makineyi öncülük etmek. Güçlü henüz ekonomik bir seçenek - bu santrifüj ile eski Sovyet çamaşır makinesinin motorudur.
| örnekleme | Açıklama aşaması |
 |
seçme malzemeler.
|
 |
bir çerçeve koymak. köşelere kaynak kanallar. Açılar, birbirinden 60 mm bir mesafede kenarları U bölümlerde yer almalıdır. Bütün montaj üzerinde çok stres zorunda kalacak, böylece kaynak kalitesi çok yüksek olmalıdır. |
 |
baş altında Kaynaklı destek. Hasat edilen çelik 300 x 300 mm'lik bir bord ve hizalı köşeleri köşelerinde yer alır. plakanın köşelerine kaynaklı. |
 |
kaynak kayar. fotoğrafta görüldüğü gibi bir çelik levha için, iki köşe parçalarını lehimlenir. Bir alan plakaların 300 bir kısa kenarı x 350 mm, ve ikinci bölge üzerinde tespit edilecek - ilk 60 mm 'lik bir mesafede. |
 |
Biz işçilik kızak kontrol. daha önce toplanan bir çerçeve üzerinde montaj ayarlayın. Kızak kesinlikle sarsılmış edilmemelidir böylece raylar üzerinde durmak ve olmalıdır. |
 |
Bir yedek Hasat. köşede 240 mm uzunluğundaki 12 mm 'lik bir çapa sahip olan kenarlar 20 mm matkap deliğinden girinti. |
 |
bir yedeğini alın. Alan noktası aşağıya altüst hazırlanan ve fotoğrafın, çelik şerit gösterildiği gibi kaynaklı. Üst köşedeki delikleri denk olmalıdır delikleri, Matkap ve iplik içine kesti. |
 |
yedekleme için delikler. slayt olarak, köşeye yapılmış delikleri denk fotoğraf, diyagonal sondajlarda görüldüğü gibi. delikler çapraz düzenlenir ve kızağın altındaki kaynak boyunca 10 mm'ye kadar ulaşmaz. |
 |
kılavuza Kaynaklı fındık. köşeleri arasında dişli saplama iki somun lehimlenir. Fındık boşluk veya ofset ortasında pişirilebilir. İki somun kenarına paralel çizgiler halinde düzenlenmiş olması önemlidir. |
|
Kaynaklı saplamalar hurma. çerçevenin sonunda, puntanın yerine en az 5 mm kalınlığında çelik şerit kaynaştırmaktadır. delik boyunca kaynak yapılmış olan şerit matkap böylece sürgünün kaynaklı fındık merkezleri doğrultusunda uzanır. |
 |
Çerçeve / sürgü düzeneğini koyarak. Saplama slaydın tabanına ve yanal dayanma boyunca kaynak yapılmış olan bir somun içinden geçirilir. |
 |
topuklar üzerindeki kolu yapın. o kayar şekilde puntanın taraftan, fındık pimini düzeltmek, ancak durağı göre ileri ve geri gitmedi. damızlık sonunda fotoğrafta olduğu gibi, kolu kaynaklı. sap borusunun bir parçası ve metal şeridin monte edilebilir. |
 |
mil çubuğu montajı. Fener mili - bir makara ile şaftı tutan bir çerçevedir. Boyutlar headstock mili keşfinize büyüklüğüne bağlı olacaktır. Bu durumda, yapı, bir taban 300 x 250 mm olan bir metalik kutusudur. |
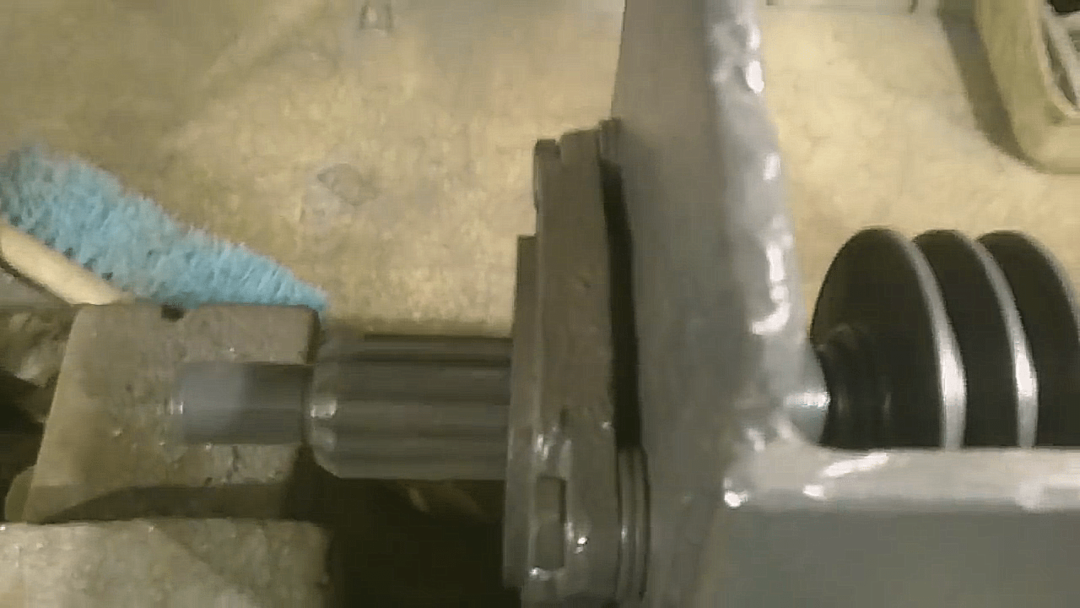 |
şaftının Yeri. raylar üzerinde 50 mm düzenlenen aynasının merkezi ayarlayacak şekilde mil baş ayarlanır. |
 |
motor montaj. motorun monte şekilde tahrik edilen ve tahrik kasnağı bunun ve mil çakışır. Ayrıca, makaralar arasındaki mesafe dikkate kayışlı tahrik uzunluğu alarak seçilir. |
 |
Koşucular kesici altında Hasat. Resimde gösterildiği gibi taşıyıcı üst üzerine, iki boru parçaları giymiş olan fazla çubuk, kaynak yapılmıştır. Tüp özgür olmalı, ama sıkıca, çubuklar üzerinde hareket etmek. Çubuklar, birbirine göre paralel olarak düzenlenmiş olması gerekmektedir. |
 |
aracı besleme montaj montajı. serbest alt kısmında kaynak somunları ile boru kesimleri kaynaklı plaka yürüme ile. kayar menteşe önünde sadece plaka üzerinde fındık karşısında, kapıda düzenlenmiş. dişli çubuğun bir somun vidalı bölümünde döngü içinden. menteşe tarafında saplama ucu X fındık preslenmiş ve ardından kolu kaynaklı. |
 |
aracı tutucu Standı. rayları üzerinde hareket edebilen plakanın üzerine kaynaklanmış U-şekilli bir tasarıma sahiptir. U-şeklindeki bir yapı merkezli üst platform üzerinde dikey dişli saplamalar parça kaynaklı. |
 |
alet tutucu Fabrikasyon ve montaj. Çelik plaka boyutları 150 x 200 mm bir dikdörtgen kesilir kaynaktan. plakanın merkezinde damızlık gidecek içine delinmiş deliktir. levhanın kenarları olmasıyla da fındık kaynaklanmış, üzerinde delikler. Bu somunlar kesici sabitlenmiş olabilir vidalı cıvata, bulunmaktadır. |
 |
chuck Montaj. monte edilmiş bir kartuş için sabit bir şafttır. Kartuş montaj kaynaklanabilir veya vidalanabilir. Atlı kartuş sıkıca şaft yapılması gerektiği ve yer almalı. |
 |
Deneme çalıştırmak. ön formun tutun ve ayna torna metal ağı bulunur. tek geçişte parçasını öğütmek için çalışıyorum. Zamanla, metal, 0.5 mm'yi geçmeyen çıkarın. |
özetlemek gerekirse
Her güçlerine ahşap ve metal için bir torna yapılması. ister takiben, eve atölye için güvenli, etkili ve ucuz ekipman yapabilirsiniz. Bu makaledeki videoyu izlemek için emin olun.