Hur man gör en ramlösa hangar - 5 faser av byggandet av lätta Arch strukturer
innehållsförteckning
-
1 Principen för tillverkning av ramlösa hangarer
- 1.1 Dragen av ansökan
-
2 Konstruktion av ramlösa hangar
- 2.1 Steg 1: framställning av verktyg, utrustning och material
- 2.2 Steg 2: Grunden arrangemanget
- 2.3 Steg 3: produktion av välvda sektioner
- 2.4 Steg 4: Montering hangar
- 2.5 Steg 5: Wall isolering
- 3 slutsats

Byggandet av hangaren kommer att kosta mycket mindre den enklaste garage.
Vill du snabbt och billigt att bygga ett garage eller förråd på sajten? Jag ska berätta hur man gör lätt ramlösa hangar med händerna med hjälp av ett minimum av byggmaterial. Du kommer också att lära sig om alla de positiva och negativa egenskaper från Arch hangarer.
Principen för tillverkning av ramlösa hangarer
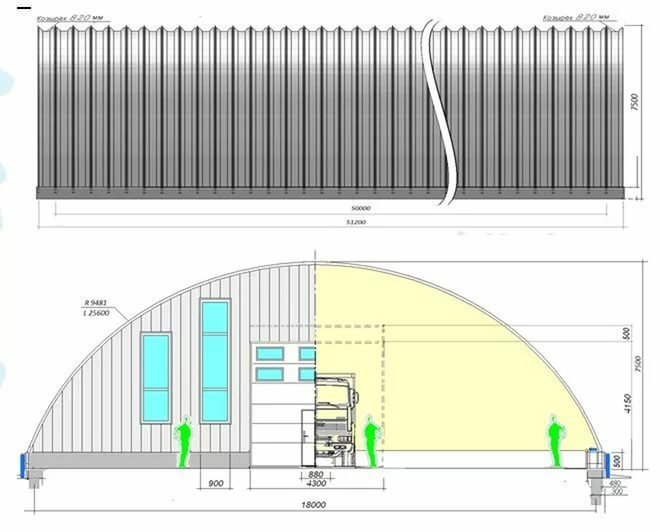
Ramlösa välvd hangar - det är lätt prefabricerade inomhus anläggning, som är baserad på individens spänner en halvcirkelformad form i form av en båge. Vägg och tak hängare bildas i ett enda självbärande struktur tillverkad av korrugerad metallprofil.
Byggteknik ramlösa hangarer är som följer:
- Konstruktion av stiftelsen. I ett utvalt område av markanvändning arbete och fylls sedan med fint infälld band foundation. Genom förstärkningsramen monterad foundation base konstruktioner för montering arch spännvidder;
- Produktionsspännvidder. Varje element av bågen span görs individuellt från valsat galvaniserat stål direkt på byggplatsen. Sedan fast på marken i hela moduler 3-4 stycken. För dessa verk använder en mängd olika specialverktyg;
- Installation av Arch spännvidder. Monterade moduler är installerade på ett fundament, och fäst till bottenkonstruktioner med hjälp av skruvar. Efter det, sammanfogade de tillsammans hela längden av profilen med hjälp av de Vikta valsade maskiner;
- Montering av ändväggarna. Den bakre väggen är vanligtvis sys vsploshnuyu direkt galvaniserad profil. Den främre väggöppning är inställd till mål-basplattan. Sidorna av den främre väggen och suturerades profil och på vertikala ställningsstöttan hängde dörrblad;
- Tätning och isolering. Fogar välvda spännvidder och fundamentet i botten av en vattentätande bitumen bearbetas och fylls med betongbruk. Om så erfordras, det färdiga isolerade hangar en av de metoder som beskrivs nedan.

Dörren lager stomme är monterad på sin egen stiftelse och är inte ansluten till valven i hangaren.
Tillsammans med tillverkningstekniker som beskrivs där är hangarer hopfällbar modell. De har alla välvda avsnitt består av flera modulelement. De samlas på plats, och sedan sammanfogas genom bultning
Dragen av ansökan
Oftast i hangarer utrustade tillverknings- eller lagerlokaler, täckta marknader och parkeringar, liksom mass kultur- och idrottsanläggningar (stadion, ishall, tennisbanor och så vidare.).
Inom den privata sektorn av lättmetall hangar kan också användas:
- garage - den vanligaste varianten. Och det kan användas inte bara för bilar, men också för en stor lastbil eller jordbruksmaskiner;
- Kommersiella lokaler. För dem som är engagerade i verksamhet i hangaren kan ordna sin egen produktion. Detta kommer att placera den närmare hem och spara på hyran produktionsyta;
- Vindsvåningen. Ramlösa båge teknik tillåter kort tid att bygga på isolerade vinden över något hus med platt tak. Denna design har en liten vikt, så att inte ha en betydande belastning på byggnaden;
- Svingård eller barn. Privata bönder kan anpassa den som ett hönshus, ladugård eller svinstia, och även som en säsongslagring för spannmål grödor, grönsaker eller frukter;
- Rekreation och fritid. I kalla områden och en lång snöig vinter, isolerade inne i hangaren kan du utrusta en lekplats eller sport eller ens en inomhuspool.

Ramlösa byggteknik har nästan obegränsad omfattning.
Om vi jämför ram hangarer och ramlösa välvda strukturer, de senare är mer positiva egenskaper vad gäller konstruktion och fortsatt drift av:
fördelar:
- Hög hållfasthet. På grund av den räfflade profil välvda spann, sådana konstruktioner har hög styvhet och god självbärande kapacitet, så att de inte kräver en extra ram. Trots den skenbara enkelhet, har de följande specifikationer:
- Den maximala spännvidd - 30 m;
- Maximal längd på hangaren - inte begränsas;
- Den högsta tillåtna vindhastighet - 200 km / t;
- Maximal snölast - 450 kg / m 2;
- arbetstemperaturområde - från -50 ° C till 50 ° C.
- Hållbarhet. Grund zinkbeläggningsmetall, bristen på genom monteringshål och förseglad fals välvd segment, gör sådana strukturer inte kräva ytterligare tätskikt, och deras aktuella driftperiod av inte mindre än 30 år;
- Lätt att montera och demontera. Ramlösa hangarer är lätta, så att den kan installeras på mindre infälld strip grund i någon typ av jord. Spann av liten storlek kan ställas in manuellt av ett fåtal personer. Om det är nödvändigt kan en sådan struktur lätt demonteras.
- Logistik och hastighet konstruktion. Alla välvda element tillverkas direkt på byggarbetsplatsen. Detta minskar avsevärt kostnaden för förpackningsmaterialet. Vid tiden för ramlösa Båghangarer byggs i flera gånger snabbare än någon annan struktur av denna storlek;
- energieffektivitet. Om vi jämför identiska i golvyta med en rektangulär form och välvda spänner bågen har alltid en mindre inre volym. Detta minskar kostnader för uppvärmning och luftkonditionering.

På grund av den mindre av det uppvärmda utrymmet, för uppvärmning av välvda hangaren kräver 30% mindre värme än för en byggnad med en platt tak.
nackdelar:
- Närvaron av döda zoner. Halvcylindrisk form av bågen är inte särskilt bekvämt för produktions- eller lagringsanläggningar med en storskalig maskiner, eller med rack lagringssystem. I sådana fall, på kanterna av den halv-cylinder bilda det oanvända utrymmet.
- Stor höjd av bågen. Höjden av bågen i ramlösa mönster är typiskt 40-50% av diametern hos det konditionerade cylindern. Detta innebär att när bredden av de hangarer 24 m, kommer höjden av mittpunkten vara 10-12 m. I de flesta fall denna höjd är inte nödvändigt, för övrigt, kommer det att leda till onödiga förluster av värme.

Teknik ramlösa hangarer kan även användas för att bygga radhus.
Vid behov kan bågen hangarer installera takfönster, öppna luckor för ventilation, ytterligare dörrar eller grindar, samt uppvärmning eller luftkonditioneringssystem luft.
Konstruktion av ramlösa hangar
Steg 1: framställning av verktyg, utrustning och material
Förutom den vanliga uppsättningen av VVS och trädgårdsredskap, krävs speciell utrustning för drift. Jag måste säga att priset på dessa maskiner är mycket ganska stor, så att de inte behöver köpa, och det är bättre att ta ett par dagar att hyra.
Verktyg och utrustning:
| illustration | En uppsättning verktyg |
 |
Utrustning för användning med profilen:
|
 |
Verktyg för grundarbeten:
|
 |
Verktyg för installation:
|
material:
| illustration | Arbetsbeskrivning |
 |
Komponenterna i betongbruk:
Under byggandet av en stor hangar, rekommenderar jag att köpa färdigblandad betong i blandaren motor. |
 |
Stål metall:
|
 |
Fästelement och hjälpmaterial:
|
Steg 2: Grunden arrangemanget
Under byggandet av prefabrice hangarer inteckningar parentes gjuts in i formen tillsammans med fundamentet. Resten av produktionen av fint infälld band stiftelse utförs av klassiska systemet:
| illustration | Arbetsbeskrivning |
 |
Planering arbete:
|
 |
Justering av infälld:
|
 |
Installation av armeringsbanden:
|
 |
Hälla betong:
|
 |
Form Borttagning:
|
 |
Fästvinkel:
|
När uppföra små hangarer, inte omedelbart kan hällas i grunden inbäddade mönster. I detta fall, av hörnhållarna är säkrade med ankarbultar till det övre planet av källaren efter att betongen pour.
Steg 3: produktion av välvda sektioner
Under installationen av ramlösa välvda handen skjul monterade varje välvd profil separat. Om installationen utförs av en kran, sedan för accelerationsdrift de insamlas från de individuella sektionerna av profilerna 3-5 vardera. Tillverkningen av sådana sektioner utförs i tre steg:
| illustration | Arbetsbeskrivning |
 |
dimensionering:
L = S / 2h2,85, vari:
Till exempel, är det nödvändigt att bestämma längden av bågen profilen för mm bredd hangar 18 tusen. Enligt ovanstående formel erhåller vi 18 tusen / 2h2,85 = 25650 mm. |
 |
Steg 1: profilering galvaniserad plåt:
|
 |
Steg 2: rullande profil:
|
 |
Steg 3: Folding välvd sektion:
|
Steg 4: Montering hangar
För att installera arch span bredder upp till 16 meter och upp till 7 meter i höjd, kan du använda bärbar hopfällbar timmer. Konstruktion av hangarer höjd på mer än 8 meter är mer praktiskt att utföra med hjälp av en kran eller teleskopisk lift:
| illustration | Arbetsbeskrivning |
 |
rigg:
|
 |
Fastställande profil till stiftelsen:
På den nedre bilden visar den vy från insidan hangaren. |
 |
Sammansatta profiler:
|
 |
Gates montering:
|
 |
Montering av den främre och den bakre väggen:
|
 |
Tätning botten:
|
Steg 5: Wall isolering
Nedan följer en kort instruktion om uppvärmningen ramlösa metall hangar. Detta kan göras på ett av tre sätt som beskrivs:
| illustration | Arbetsbeskrivning |
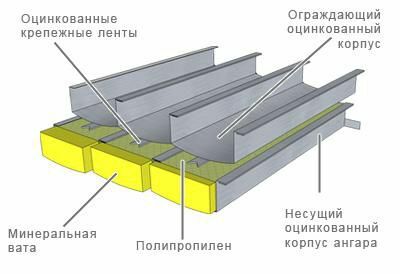 |
Metod 1: en dubbelhöljet med mineralullsisolering. En sådan metod anses vara den mest effektiva, men samtidigt dyrare:
|
 |
Metod 2: isolering av mineralull och CLADDING trapetsplåt. Denna metod kan användas för värmeisolering av någon av de redan byggda hangar:
|
 |
Metod 3: inre sprutning polyuretanskum. Detta alternativ lämpar sig för alla hangarer. Dess främsta fördel - skydd mot bildandet av kondens på innerväggarna:
|
Polyuretanskum förstörs av ultraviolett strålning, så det kan endast användas för invändig isolering.
slutsats
Nu när du vet vad hangaren och det byggs. Montering få mycket billigare och snabbare än att bygga andra byggnader av samma storlek. Jag rekommenderar att se videon i den här artikeln, men alla dina frågor kan diskuteras i kommentarerna.
