Kako sestaviti profilegib svoje roke - preprost način za izdelavo domače mojstre
kazalo
-
1 Vse, kar morate vedeti o profilegibe
- 1.1 Kako profilegib
- 1.2 Zgradite roke cevi Bender
- 2 Če povzamemo

Hkratno upogibanje več cevmi s kvadratnim prerezom na voljo z uporabo širokih valjev na stroju
Vi ne veste, kako narediti profilegib svoje roke? I ponujajo preprost korak za korakom navodila, na katerega se lahko zbirajo na dan učinkovit stroj v akciji. Glede na to, da je cena tovarni strojev se začne od $ 300, sem prepričan, da bo predlagani priročnik koristno, da veliko.
Vse, kar morate vedeti o profilegibe

Fotografija prikazuje le majhen del tega, kar so lahko izdelane iz kovinskih profilov
Profilegib - napravo za enotno krivljenje kovinskih cevi z drugačnim prečnim prerezom profila. Poleg tega lahko, profilegiby se uporabljajo za različne hladno valjanega upogibni oblikovanih kovinskih izdelkov, vključno s kanali, kotnih modele, i-žarkov in tako naprej. N.

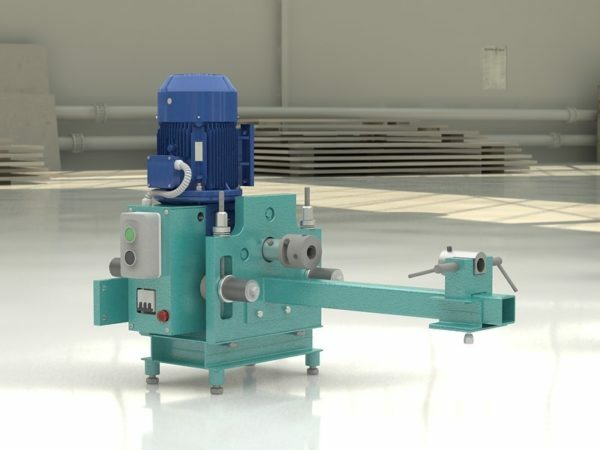
Da je pravica prikazan stroj, pri čemer električni vir pogona profil, levo prikazuje stroj s popolnim ročnim nadzorom
Profilegib krivilno orodje razlikuje od običajne značilno obliko valjev, ki povzema deformirano profile. Po vrsti vpenjalnih valjev razlikujejo ročnega in hidravličnega profilegiby.
.")
Torej izgleda valjanje stroj s hidravličnim objemko (desni diagram stiskanja tradicionalne spodaj navzgor in na levi strani - od vrha do dna).
Hidravlični NOP valjčki zagotavlja večjo silo, ki omogoča kovina za preoblikovanje v večji debelini. Na primer, nekateri stroji opremljeni s priključki tovarne montažo s silo, ki presega 8 ton. Glede na vrsto pogona, krma za valjanje valji, različnih ročno orodje in električno profilegiby.
Kako profilegib

Glede na to, da za imajo profilegiba gredi posredno obliko, ta naprava deluje s kovinskimi vogali
In uporabo in hidravlično profilegiby delujejo na principu hladne mehanske deformacije kovine. Princip delovanja različnih strojev drugačno usmeritvijo deformira vpliva.
| Shematski prikaz | Princip delovanja |
 |
Pritisni valj premika od zgoraj navzdol. To je najbolj pogosta profil vzorec deformacija, saj deluje na večini ročnih naprav. Shema pritiskom pomočjo zgornji valj se redko uporablja v obdelovalnih strojih z vtičnico. |
 |
Pritisni valj premakne od dna do vrha. Profil tlak deformira pojavi spodaj. Tak sistem je običajno pri strojih s hidravlično dvigalko. Osrednji premično gred, medtem ko stran ščepec valjev ostane nepremičen. |
Opozoriti je treba, da je eno in drugo kovinsko deformacije diagram enako učinkovita. Razlika v smeri sile je mogoče razložiti le z razporeditvijo koristi in valjanje roller relativno statičnih valjev.

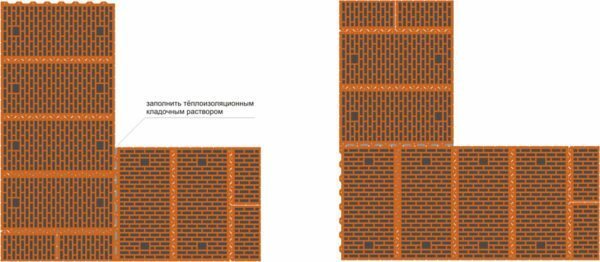
Deformacija cev brez stroj - levo cev ukrivljen v zarezo, in pravico - za upogibanje napolnjene s peskom
Zgradite roke cevi Bender
Razmislite o tem, kako zgraditi preprost tekoči stroj za ukrivljanje profil z lastnimi rokami. Pripravljen Stroj je zasnovan za deformacijo oblikovanih cevi s premerom največ 60 mm.
| ilustracija | Opis delovanja |
 |
Pripravite materiale. Za montažo domače potrebe profilegib:
|
 |
Pripravite članov okvir. Zarežemo po dolžini kanala na 4 dele, od katerih 2 do 70 cm dolgimi in dveh prečnih delov 20 cm. Dve dolgi vzdolžni del, kot je prikazano na sliki, se je odrezan pod kotom 70 °. |
 |
Mark in izvrtine za označenih enot. Na vrh vzdolžnih police postavljajo nosijo sklopov in označuje mesto v privita. Udarec, kot je prikazano na sliki, nakernivaem mesto v vrtanjem, nato pa da skozi luknje. |
 |
Izdelujemo Bočna stojala pritisnega valja. Stranski nosilec, kot je prikazano na sliki, zaradi česar kanala. Mere montažo ni izrecno navedena, saj se bodo ujemali z gredjo, ki je na voljo. Pod gredi na vzponih se izvrtajo skozi luknje. V tlačnim valjem bo imela pomemben odprtino prtljažnega prostora okrepitev vstavke izdelane iz jeklenega traku, tako da je debelina kovinske na tem mestu ni manjša od 10 mm. |
 |
Izdelujemo zgornji del enoti za stiskanje. Iz istega kosa reza praga gredi in širino, kot je prikazano na sliki, je posevek stranska stena kot 45 °. Kot rezultat, dveh stranskih stenah in vrhnji odsek lahko prepognjena v obliki črke U okvir, ki bo ohranila gred. |
 |
Pripravimo navodila za vpenjalne enote. Kanali narežemo na dva stolpca 500 mm. |
 |
Varjene plošče za sejanje. Cut dveh trakov iz jeklene pločevine, tako da so prosto vstopajo v votlino polico. Vsaka plošča je zamaknjena na 10 mm od luknje za sornike The Edge vrtanje s premerom 12 mm. Pripravljene plošče so vstavljeni in varjene robov U prereze. |
 |
Pritiskajo enoto z premičen valj. Od dveh prej zarezami stranskih sten in zgornji zvar eno enoto, ki je vstavljen v gredi pri montaži. |
 |
Prenos na okvir in navpične stene. Od prej razrezani vzdolžnih in prečnih delov baze vara zbiranje in upogibna orodja. Proti dnu zvarov navpičnih vodil, ki bo premikajo sklop pritisni. |
 |
zapahnjena. V zgornjem delu pressing enote oznake do centra, na kateri vrtine premera 22 mm. Manjkajoči luknja vijak M20. Na koncu sornika privarjena na dveh prekrivajo, tako da se vijak vrti prosto v luknjo, vendar ni prišel ven. |
 |
Za izdelavo zgornjega vodilni drog. Cut kos polica velikost razdalje med vodniki. Ob robovih dveh izvrtin, ki naj sovpadajo z luknjami že izvrtane v vodniku. V sredini luknjo vrtati, na vrhu katere je privarjena na sornika matico. |
 |
Bolted zgornjo prečko. Odprtine v zgornjem ogrodje in vodilo vstavite dva vijaka, ki zategne matice skozi pridelovalca podložke. |
 |
Pritrdite nosijo enote. Smo dajanje okvir na vrhu bazo stanovanjskih enot zložene v svojih gredi. Ležaje enote, skozi ujemanje luknje, pritrdite vijake in matice. Matice priviti po nastavitvi pridelovalec podložke. |
 |
Privarjena na pesto orodja. Sredinsko po časovni veriga pastorka pesto privarjen, premer ustreza gred vretena. Pesto je na površino in rodi gred. Ta kompleksna struktura in, če želite, da jo poenostaviti, prestave lahko preprosto privarjeni na gredi. |
 |
Namestite orodje na gredi. Obleko zobnik na vretenu in privijte obe matici - primarni in druge X-jev. |
 |
Varjene pod osi vrat. V sredini navpično potekajočih različna stranskih zobnikov že nameščene, je privarjena na os vrata z orodjem. os lokacija na vodilu je opredeljena tako, da je veriga tesen, ampak hkrati je lahko metati, in če je potrebno - odstraniti. |
 |
Izdelava vrat. Reza kos dolžine traku 40-50 cm. Na eni strani vrat zvarov kovinskih palic, ki se bo izvajala. Po drugi strani, privarjeni na pesto rezalnega cevi. Zunanji premer cevi mora ustrezati notranjemu premeru zobnikov pridelanega. |
 |
Ščitita prestavo na ročaju. Na pestu ročaja, s primež, nanesen prestavi na čas verigo. Za injekcijskega brizganja šlo hitreje in lažje naprava mora biti segreto na vsaj 120 stopinj. Kot rezultat, opremljanja luknja razširi. Potem ko je novica kul, da ustreza obod pesto. |
 |
Naredite cilj, da pritisnete blok. Na koncu sornika je izvrtana skozi luknjo. Luknja je potisnil ostanki palico, da bi dobili oprijem. |
 |
Namestitev stranskih vrat. Na predhodno pritrdite zvarjeni os pesta prvimi vrati in zategovanje matice in Xe. Skozi vse tri prestave zlomil verige. |
 |
slika. Po proizvodnjo profilegiba, podrobnosti, ki se ne bodo izpostavljeni trenju med delovanjem, lahko naslikal, da zavira korozijo. |
Če povzamemo
naučili, kako narediti ročno profilegib bend cevi profila. Prav tako predlagam, da gledam video v tem članku. Če imate vprašanja, se prepričajte, da se od njih zahteva v komentarjih.