Ako zostaviť profilegib vlastných rúk - jednoduchý spôsob, ako vyrobiť domácich kutilov
obsah
-
1 Všetko, čo potrebujete vedieť o profilegibe
- 1.1 ako profilegib
- 1.2 Stavať Ručná ohýbačka
- 2 Aby sme to zhrnuli

Simultánne ohýbanie viacrúrková so štvorcovým prierezom k dispozícii cez použitie širokých roliek na stroji
Neviete, ako to urobiť profilegib vlastných rúk? Aj ponúkajú jednoduché inštrukcie krok za krokom, na ktoré môžete zbierať za deň efektívne stroja v akcii. Vzhľadom k tomu, že cena výrobných strojov začína od $ 300 Som presvedčený, že navrhovaná príručka bude užitočná pre mnoho.
Všetko, čo potrebujete vedieť o profilegibe

Na fotografii je len malá časť toho, čo môže byť vyrobený z kovových profilov
Profilegib - zariadenie pre rovnomerné ohýbanie kovových rúrok s odlišným profilom prierezu. Ďalej profilegiby môže byť aplikovaná na rôzne studena valcované ohýbanie tvarované kovové výrobky, vrátane kanálov, uhlov, značiek, I-nosníkov a tak ďalej. N.

Na pravej strane je znázornené zariadenie, v ktorom je elektrický profil pohon posuvu, a ľavá ukazuje stroj s plne ručným ovládaním
Profilegib ohýbanie sa líši od obvyklej charakteristického tvaru valčekov, ktorý preberá deformovanú profilovú oceľ. Podľa typu upínacích valcov sa líši ručné a hydraulické profilegiby.
.")
Takže to vyzerá Roll tvárniacich strojov s hydraulickým svorky (pravý diagram lisovacieho tradičného zdola nahor a doľava - zhora nadol).
Hydraulické zverných valcov zaisťuje väčšiu silu, čo je kovový deformácii vo väčšej hrúbke. Napríklad, niektoré stroje sú vybavené zdviháky továrenské montáži silou presahujúcou 8 ton. Podľa druhu pohonu, krmivo na valcovacích valcov, rôzne ručné nástroje a elektrické profilegiby.
ako profilegib

Vzhľadom k tomu, že pre profilegiba hriadele majú nepriamu formu, tento stroj pracuje s kovovými rohmi
A ručné a hydraulické profilegiby pracujú na princípe studena mechanické deformácie kovu. Princíp fungovania rôznych strojov odlišné orientáciu deformujúci vplyv.
| schematické znázornenie | princíp fungovania |
 |
Tlakový valec sa pohybuje zhora nadol. To je najčastejšia profil vzor deformácie, pretože pracuje na väčšine ručné brúsky. Schéma lisovanie pomocou horný valec je zriedka použitý v obrábacích strojoch s konektorom. |
 |
Tlakový valec sa pohybuje od spodu nahor. Tlakový profil deformuje sa zobrazí pod. Takýto systém je tradičný pre stroje s hydraulickým zdvihákom. Centrálne hriadeľ pohyblivý, zatiaľ čo bočné rolny zostávajú stacionárne. |
Je potrebné poznamenať, že jeden a druhý kovový deformácie diagram je rovnako účinné. Rozdiel v smere sily je vysvetlený iba usporiadaním účelnosti a valcovanie valčekové relatívne statické valcov.

Deformačné rúrky bez strojovne - vľavo trubice ohnuté v záreze a právo - pre ohýbanie s pieskom
Stavať Ručná ohýbačka
Zvážiť, ako vytvoriť jednoduchý kĺzavý profil ohýbačka s ich vlastných rúk. Stroj pripravený je určený k deformácii tvarových rúrok s priemerom najviac 60 mm.
| ilustrácie | popis akcie |
 |
Pripravte si materiály. Zostaviť domáce profilegib potrebu:
|
 |
Pripravte rámové. Pozdĺžnom reze kanála na 4 časti, z toho 2 až 70 cm dlhé a dva priečne časti 20 cm. Dve dlhé pozdĺžne kus, ako je znázornené na fotografiu, konce odrezaný pod uhlom 70 °. |
 |
diery značka a vŕtacie pre ložiskové jednotky. Do hornej časti pozdĺžnych prahov sú uvedení ložiskové zostavy a označí miesto v priskrutkované. Punč, ako je vidieť na fotografii, nakernivaem mieste vo vŕtanie, a potom sa priechodné otvory. |
 |
Vyrábame laterálna pripojí tlakový valec. Bočné, ako je znázornené na fotografii, takže kanála. Rozmery upevnenie nie je výslovne uvedené inak, ako sú prispôsobené k hriadeľu, ktorý je k dispozícii. Pod hriadele úchyty sú vyvŕtané priechodné otvory. V prítlačného valca bude mať významný nákladový priestor otvorení spevňujúci vložky vyrobené z oceľového pásu tak, že hrúbka kovu v tomto bode bola menšia ako 10 mm. |
 |
Vyrábame horná časť lisovacej jednotky. Z rovnakého kusu rezaného prahu hriadeľa a šírky, ako je znázornené na fotografiu, plodina sa uhol bočnej steny 45 °. V dôsledku toho, dvoma bočnými stenami a horná časť je možné sklopiť v tvare písmena U rám, ktorý bude udržiavať hriadeľ. |
 |
Pripraví návody upínacie súprava. Kanála rez do dvoch stĺpcov 500 mm vysoké. |
 |
Zvárané dosky pre zoskrutkovanie. Rez dva pásy z oceľového plechu, tak, že sú voľne vstúpiť do dutiny parapet. Každá doska je odsadená na 10 mm od okraja vyvŕtaných otvorov pre skrutky s priemerom 12 mm. Pripravené dosky sú vložené a privarené hrany U-profilu. |
 |
Uvedenie jednotku tlaku s pohyblivý valec. Z dvoch predtým vrubmi bočnými stenami a hornou zvaru jeden celok, ktorý je vložený v šachte pri montáži. |
 |
Uvedenie rámu a zvislé stĺpiky. Z predtým rezaných pozdĺžne a priečne časti zvaru základne zhromažďovať a ohýbacieho nástroja. Smerom ku dnu zvarov zvislá vodítka, ktorá sa bude pohybovať zostavu prítlačnú. |
 |
skrutkované. V hornej časti lisovacej jednotky prirážky centra, v ktorom vyvŕtaný otvor s priemerom 22 mm. Otvor chýba skrutka M20. Na konci skrutky privarené k dvom prekrývajú, takže sa čap voľne otáča v otvore, ale to von. |
 |
K výrobe hornú vodiacu lištu. Strih parapet veľkosť vzdialenosti medzi vodítkami. Pozdĺž okrajov oboch otvorov, ktoré by mali sa kryjú s otvormi už vyvŕtaných v príručke. V strede je vyvŕtaný otvor, nad ktorým je privarená na matice skrutky. |
 |
Priskrutkované hornej priečku. Otvory v hornom priečnom nosníku a vodítkom vložiť dve skrutky, ktoré uťahujú matice cez pestovateľov podložkami. |
 |
Pripevniť ložiskové jednotky. Dávame rám, na hornej časti základne bytových jednotiek nad sebou vo svojich hriadeľov. Ložiskové jednotky, a to prostredníctvom príslušných otvorov upevnite všetky skrutky a matice. Orechy sú utiahnuté po nastavení pestovateľov podložky. |
 |
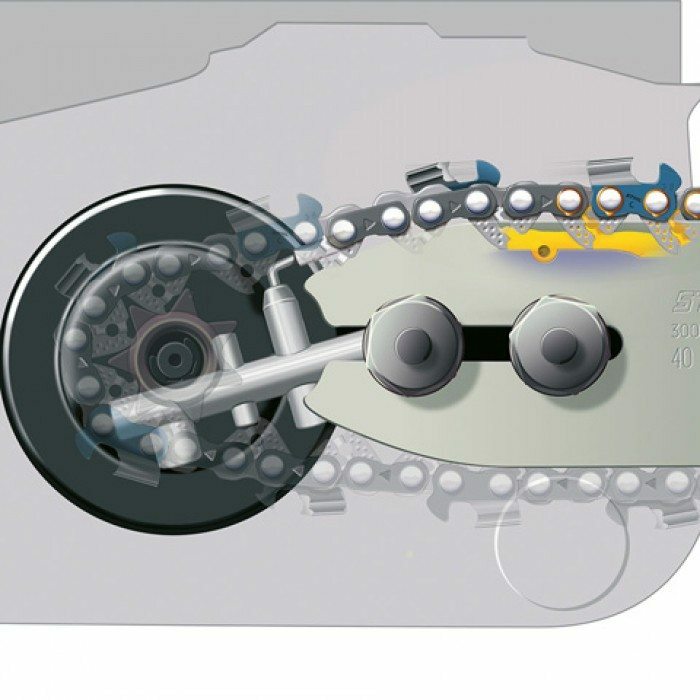
Je privarený k náboju kolies. Uprostred pod rozvodového reťaze pastorka náboja je zvarená, priemer zodpovedajúci hriadeľa vretena. Náboj je plôch, a hriadeľový otvor. Táto zložitá štruktúra, a ak ho chcete zjednodušiť, ozubené kolesá možno jednoducho privarené k hriadeli. |
 |
Inštalácia ozubených kolies na hriadeľoch. Šaty ozubené koleso na vretene a utiahnuť dve matice - jeden primárny a ostatné X je. |
 |
Zvárané podľa osi dverí. V stredu zvisle sa rozprestierajúce vodiace bočné ozubené kolesá už nainštalované, je privarený k osi brány s ozubenými kolesami. Poloha osi na vodítku je definovaný tak, aby reťaz bol tesný, ale zároveň to môže byť hádzať, a ak je to potrebné - odstrániť. |
 |
tvorba bránu. Strih dĺžka pás 40-50 cm. Na jednej strane brána zvarov kovových tyčiach, ktoré budú spracovávať. Na druhej strane, zvárané na náboji rezacieho rúrky. Vonkajší priemer rúrky by mal zodpovedať vnútornému priemeru ozubených kolies zozbieraných. |
 |
Nalisovaním výbavu na rukoväti. Na nábojmi rukoväte, s zveráku, lisované do ozubeného kolesa do rozvodového reťaze. K přeformování šiel rýchlejšie a ľahšie zariadenia musí byť ohrievaný na aspoň 120 stupňov. Výsledkom je, že inštalačný diera sa rozširuje. Potom, čo položka je v pohode, že sa zmestí obvod náboje. |
 |
Make cieľ lisovacie blok. Na konci skrutky je vyvŕtaný priechodný otvor. Otvor sa tlačil šrotu tyč získať priľnavosť. |
 |
Montáž bočných brán. Vo vopred upevniť zváranou náboja nápravy prvý gól a dotiahnuť matice a X je. Cez všetky tri ozubené kolesá prasklo reťazec. |
 |
maľba. Po výrobe profilegiba, detaily, ktoré nebudú vystavené treniu pri prevádzke, môže byť maľované na spomalenie korózie. |
Aby sme to zhrnuli
Ste sa naučili, ako sa robí ručné profilegib ohýbať profilové rúrky. Tiež navrhujem sledovať video v tomto článku. Ak máte otázky, uistite sa, že pýtať v komentároch.