Hvordan lage en rammeløs hangar - 5 faser av byggingen av lys buete konstruksjoner
innholdsfortegnelsen
-
1 Prinsippet for fremstilling av rammeløse hangarer
- 1.1 Funksjonene i programmet
-
2 Bygging av rammeløs hangar
- 2.1 Trinn 1: utarbeidelse av verktøy, utstyr og materialer
- 2.2 Trinn 2: fundamentarrangementet
- 2.3 Trinn 3: fremstilling av buede seksjoner
- 2.4 Trinn 4: Montering hangar
- 2.5 Trinn 5: Wall isolasjon
- 3 konklusjon

Byggingen av hangaren vil koste mye mindre den enkleste garasjen.
Lyst til å raskt og rimelig å bygge en garasje eller bod på nettstedet? Jeg skal fortelle deg hvordan du kan gjøre enkle rammeløs hangar med hendene ved hjelp av et minimum av byggematerialer. Du vil også lære om alle de positive og negative kvaliteter erke hangarer.
Prinsippet for fremstilling av rammeløse hangarer
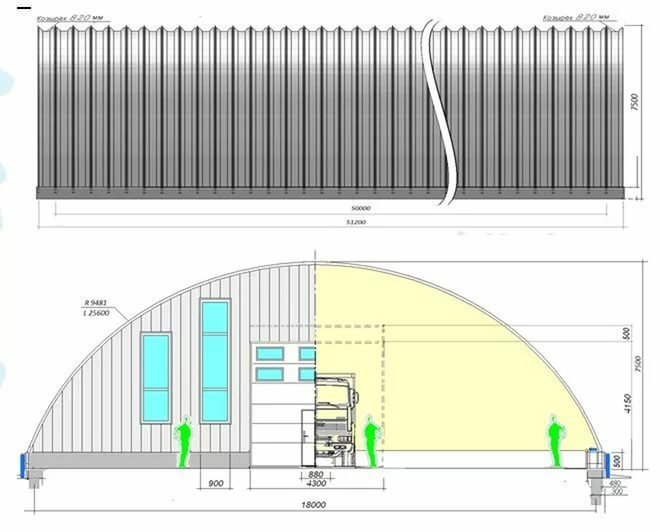
Rammeløs buet hangar - det er lett prefabrikert innendørs anlegg, som er basert på individuell spenner over en halvsirkelform i form av en bue. Vegg og tak hengeren dannet i et enkelt selvbærende struktur som er laget av korrugert metallprofil.
Konstruksjon teknologi rammeløse hangarer er som følger:
- Bygging av stiftelsen. I et valgt område av landet planleggingsarbeidet utføres og deretter fylt med fin innfelt strimmel fundament. Ved å forsterke ramme montert fundament grunnkonstruksjoner for montering bue spenn;
- Produksjons spenn. Hvert element av buen spenn er fremstilt enkeltvis fra valset galvanisert stål direkte på byggeplassen. Deretter festes de på bakken i hele moduler av 3-4 stykker. For disse arbeidene bruke en rekke spesialverktøy;
- Montering av bue spenn. Sammenstilte moduler er montert på en fundament, og festes til basiskonstruksjoner ved hjelp av skruer. Etter at de sammenføyes langs hele lengden av profilen ved hjelp av Falsmaskiner;
- Montering av endeveggene. Den bakre vegg er vanligvis sutureres vsploshnuyu direkte galvanisert profil. Frontveggen åpning er satt til målet bunnplaten. Sidene av frontveggen og sutureres profil og på vertikal ramme avstiver hengslet dør vinge;
- Tetting og isolering. Leddene buede spennvidder og fundamentet på bunnen av en vanntetting bitumen behandlet og fylt med betong mørtel. Hvis det er nødvendig, den ferdig isolerte hangaren en av de metoder som er beskrevet nedenfor.

Døren bærende skrotten er montert på et eget fundament, og er ikke festet til buene av hangaren.
Sammen med de fremstillingsteknikker som er beskrevet er det hangarer sammenlegg modell. De buede seksjon består av flere modulære elementer. De samles på stedet, og deretter bundet sammen av bolting
Funksjonene i programmet
Oftest i hangarer utstyrt produksjonssted eller lagerbygninger, dekket markeder og parkeringsplasser, samt masse kulturelle og idrettsanlegg (stadion, skøytebane, tennisbaner og så videre.).
I den private sektor av lettmetall hangar kan også anvendes:
- garasje - den vanligste varianten. Og det kan brukes ikke bare for biler, men også for en stor lastebil eller landbruksutstyr;
- Kommersielle plass. For de som er engasjert i virksomheten i hangaren kan organisere sin egen produksjon. Dette vil plassere den nærmere hjemme, og spare på leie produksjon plass;
- Loftsetasjen. Rammeløse bue teknologi gjør det mulig for kort tid til å bygge på den isolerte loftet over noen hus med flatt tak. Denne utformingen har en liten vekt, så ikke ha en betydelig belastning på selve bygningen;
- Grisefarm eller låve. Private bønder kan tilpasse det som en kylling coop, låve eller grisehuset, og også som en sesonglagring for korn avlinger, grønnsaker eller frukt;
- Friluftsetaten. I kalde områder og en lang snørik vinter, isolert inne i hangaren kan du utstyre en lekeplass eller sport eller et innendørs svømmebasseng.

Rammeløse konstruksjonen teknologi har nesten ubegrenset omfang.
Hvis vi sammenligner ramme hangarer og rammeløse buede konstruksjoner, den sistnevnte er mer positive egenskaper med hensyn til konstruksjon og ytterligere drift av:
fordeler:
- Høy styrke. På grunn av den ribbeprofilen buede spenn, slike konstruksjoner har høy stivhet og god selvbærende kapasitet, slik at de ikke krever en ekstra ramme. Til tross for den tilsynelatende letthet, de har følgende spesifikasjoner:
- Den maksimale spennvidde - 30 m;
- Maksimal lengde på hangar - ikke er begrenset;
- Den maksimalt tillatelige vindhastighet - 200 km / t;
- Maksimal snølast - 450 kg / m 2;
- driftstemperaturområde - fra -50 ° C til 50 ° C.
- Holdbarhet. På grunn av sinkbelegg metall, manglende gjennom festehullene og forseglet fals buede segmenter, må slike konstruksjoner ikke krever ekstra vanntetting, og deres nåværende driftsperiode på ikke mindre enn 30 år;
- Enkel å montere og demontere. Rammeløse hangarer er lette, slik at det kan installeres på liten innfelt bånd fundamentet i alle typer jord. Spenn av liten størrelse kan settes manuelt av noen få personer. Om nødvendig, kan en slik struktur være lett demonteres.
- Logistikk og hastigheten på konstruksjon. Alle buede elementer er produsert direkte på byggeplassen. Dette reduserer kostnadene for frakt materialer. Ved tidspunktet for rammeløse buede hangarer bygges inn flere ganger raskere enn andre konstruksjoner av denne størrelse;
- energieffektivitet. Hvis vi sammenligner identisk i areal med en rektangulær form og buet spenner over buen alltid har et mindre indre volum. Dette reduserer kostnader for oppvarming og luftkondisjonering.

På grunn av den minste av de oppvarmede plass, for oppvarming av den buede hangaren krever 30% mindre varme enn for en bygning med et flatt tak.
ulemper:
- Tilstedeværelsen av døde soner. Halvsylindrisk form av buen er ikke særlig praktisk for produksjons- eller lagringsanlegg med en stor store maskiner, eller sammen med stativet lagringssystem. I slike tilfeller, på kantene av halvsylinder danner den ubenyttede plassen.
- Stor høyde av buen. Høyden av buen i rammeløse konstruksjoner er typisk 40-50% av diameteren av sylinderen betinget. Dette betyr at når bredden av hangarer 24 m, vil høyden av midtpunktet være 10 til 12 m. I de fleste tilfeller er denne høyde er ikke nødvendig, og dessuten vil det føre til unødvendige tap av varme.

Teknologi rammeløse hangarer kan også brukes til bygging av byhus.
Om nødvendig, kan buen hangarer installere takvinduer, åpne skodder for ventilasjon, flere dører eller porter, i tillegg til varme- eller luftkondisjoneringssystem luft.
Bygging av rammeløs hangar
Trinn 1: utarbeidelse av verktøy, utstyr og materialer
I tillegg til den vanlige sett av VVS og hagearbeid verktøy, spesialutstyr for drift. Jeg må si at prisen på disse maskinene er svært ganske stor, slik at de ikke trenger å kjøpe, og det er bedre å ta noen dager å leie.
Verktøy og utstyr:
| illustrasjon | Et sett med verktøy |
 |
Utstyr for bruk sammen med profilen:
|
 |
Verktøy for fundament arbeid:
|
 |
Verktøy for installasjon:
|
materialer:
| illustrasjon | Beskrivelse av arbeidet |
 |
Komponentene i betongen mørtel:
Under byggingen av en stor hangar, anbefaler jeg å kjøpe ferdigblandet betong i mikseren motor. |
 |
Stål metall:
|
 |
Festemidler og hjelpestoffer:
|
Trinn 2: fundamentarrangementet
Under byggingen av pre-fabrikerte hangarer boliglån brakettene er støpt inn i formen sammen med fundamentet. Resten av produksjonen av fint forsenket strimmelen fundament blir utført ved den klassiske reaksjonsskjema:
| illustrasjon | Beskrivelse av arbeidet |
 |
Planlegging arbeid:
|
 |
Justering av innfelt:
|
 |
Installasjon av de forsterkende belter:
|
 |
Helle betong:
|
 |
Forskaling Fjerning:
|
 |
Vinkelfeste:
|
Ved bygging små hangarer, innebygde konstruksjoner kan ikke straks helles i fundamentet. I dette tilfelle ut av hjørnebrakettene er festet med festebolter til den øvre plan av kjelleren etter støpingen.
Trinn 3: fremstilling av buede seksjoner
Under installasjon av rammeløse buede hånd skur, hvor hver buet profil monteres separat. Ved installeringen blir utført ved hjelp av en kran, og for akselerasjon drift de er samlet fra de enkelte seksjoner av profilene 3-5 hver. Fremstillingen av slike seksjoner er utført i tre trinn:
| illustrasjon | Beskrivelse av arbeidet |
 |
dimensjonering:
L = S / 2h2,85, karakterisert ved at:
For eksempel, er det nødvendig å bestemme lengden av buen profil for hangar 18000 mm bredde. I henhold til den ovenfor angitte formel får vi 18000 / 2h2,85 = 25,650 mm. |
 |
Trinn 1: profilering galvanisert:
|
 |
Trinn 2: bølgende profil:
|
 |
Trinn 3: Folde buet seksjon:
|
Trinn 4: Montering hangar
For å installere arch spennvidder opp til 16 meter og opp til 7 meter i høyde, kan du bruke portable sammen tømmer. Bygging av hangarer høyde på mer enn 8 meter er mer hensiktsmessig å utføre ved hjelp av en kran eller heis teleskopisk:
| illustrasjon | Beskrivelse av arbeidet |
 |
rigging:
|
 |
Fikse profilen til stiftelsen:
På nedre Bildet viser utsikten fra innsiden av hangaren. |
 |
Sammensatte profiler:
|
 |
Montering av porter:
|
 |
Montering av front og bakvegg:
|
 |
Tetting bunnen av:
|
Trinn 5: Wall isolasjon
Nedenfor er en kort instruksjon om oppvarming rammeløs metall hangar. Dette kan gjøres på en av tre måter beskrevet:
| illustrasjon | Beskrivelse av arbeidet |
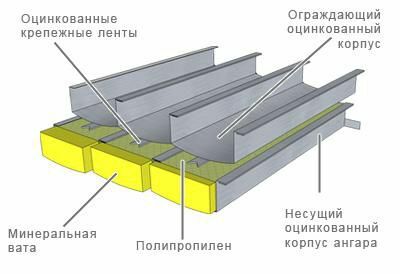 |
Metode 1: et dobbelt skall med mineralullisolasjon. En slik metode er betraktet som den mest effektive, men samtidig dyrere:
|
 |
Metode 2: isolasjon av mineralull og CLADDING trapesformet plate. Denne metoden kan benyttes for termisk isolering av en hvilken som helst av de som allerede er konstruert hangaren:
|
 |
Metode 3: innvendig spray polyuretanskum. Dette alternativet er egnet for noen hangarer. Den største fordelen - en beskyttelse mot dannelse av kondens på innerveggene:
|
Polyuretanskum blir ødelagt av ultrafiolett stråling, slik at det kan brukes bare for innvendig isolasjon.
konklusjon
Nå som du vet hva hangaren og det blir bygget. Montering få mye billigere og raskere enn bygging av andre bygninger av samme størrelse. Jeg anbefaler å se videoen i denne artikkelen, men alle dine spørsmål kan diskuteres i kommentarfeltet.
