Lai izveidotu noslēgtu, uzticamu metāla detaļu savienojumu, visbiežāk tiek izmantota lodēšana. Procesa būtība slēpjas materiālu savienošanā, karsējot, izmantojot sakausējumu - lodmetālu, kura kušanas temperatūra ir zemāka par savienojamo vielu kušanas temperatūru. Sildot, lodēt, izplatoties starp savienojamām vietām, nodrošina spēcīgu saķeri (saķere) metāli viens otram molekulārā līmenī, kas dod augstu izturību un savienojuma elektriskā vadītspēja. Izkausētajam lodētam vajadzētu labi samitrināt metālu. Tas ir, savienojumam starp cietas vielas un šķidruma molekulām jābūt uzticamākam nekā starp šķidra materiāla daļiņām. Šajā rakstā mēs pastāstīsim vietnes lasītājiem Pats elektriķis, kādi ir lodēšanas veidi lodēšanai, ņemot vērā katra zīmola mērķi un darbības jomu.
Saturs:
- Lodēšanas izvēle
- Šķirnes
- Mīksts vai kausējams
- Ciets vai ugunsizturīgs
- Zema temperatūra
- Citi veidi
- Lodēšanas pasta
- Alumīnijam
- Varam
- Rezultāts
Lodēšanas izvēle
Lai savienojums būtu kvalitatīvs, ir jāizvēlas pareizais lodmetāls. Lai to izdarītu, jums jāņem vērā:
- savienojamo metālu vai sakausējumu veidi;
- lodēšanas metode;
- temperatūras ierobežojumi;
- savienojamo detaļu izmēri;
- nepieciešamā mehāniskā izturība;
- izturība pret koroziju.
Šķirnes
Sakausējumu veidi, kas paredzēti cietlodēšanai, atkarībā no kušanas temperatūras ir sadalīti cietos ugunsizturīgos un mīkstos maisījumos ar zemu kušanas temperatūru. Pirmie kūst 450 grādos un augstāk, otrie zem šīs vērtības. Cietā sakausējuma cietlodēšana ir izturīgāka. Bet mīkstie lodmetālu veidi ir neaizstājami radio uzstādīšanas darbos.
Mīksts vai kausējams
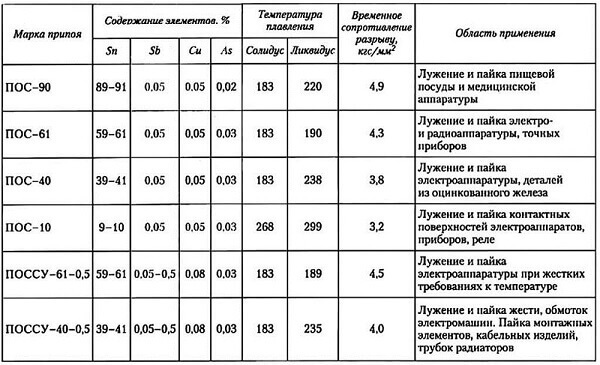
Visizplatītākie ir alvas svina lodētāji, saīsinātais nosaukums ir POS. Marķējumā pēc burta saīsinājuma norādītais skaitlis atbilst procentiem alvas sastāvā. Piemēram, POS-60 satur 60% alvas. Šos veidus izmanto ierīču, elektronisko ierīču ražošanā.
POS-90 satur tikai 10% toksiskā svina, tāpēc šo šķirni izmanto pārtikas piederumu un medicīnas instrumentu remontam.

POS-40 tiek izmantots misiņa un vara cauruļu, elektroiekārtu, cinkota dzelzs elementu lodēšanai.

POS-30 tiek izmantots cinka loksņu lodēšanai kabeļu rūpniecībā, cinkota dzelzs lodēšanai.
POS-61 tiek izmantots radio komponentu lodēšanai uz iespiedshēmas plates. Tā kušanas temperatūra ir 183 grādi, un pilnīga pāreja uz šķidru stāvokli notiek 190 grādu temperatūrā, kas palīdz izvairīties no pārkaršanas un novērš radioelementu bojājumus.
Ir daudzpusīga un ērta POS-61 versija, kas ir doba alvas svina caurule ar kolofoniju iekšpusē. Šī forma ir ļoti ērta, jo lodēšana tiek veikta bez papildu plūsmas padeves.

Nākamais POS veids ir POSSu kvalitātes lodēšana. Papildus svina un alvas komponentiem tajā ir līdz 2% antimona. Šo materiālu var izmantot, lai lodētu elektrisko mašīnu tinumus, elektroiekārtu elementus, kabeļu izstrādājumus, cinkotas detaļas.
Tabulā ir apkopoti daži POS veidi un to galvenās īpašības.
Pašlaik sakausējumus bez svina plaši izmanto elektronikas ražošanā. Piemēram, POSu95-5 lodēšana bez svina. Tās sastāvu var noteikt, marķējot. Skaitlis 95 nozīmē alvas procentuālo daudzumu, 5 - antimons. Kušanas temperatūra ir robežās no 234 līdz 240 grādiem.
Ciets vai ugunsizturīgs
Lodmetāla sakausējumi nodrošina augstu saķeres izturību. To izmantošanas trūkums ir nepieciešamība pēc intensīvas sildīšanas virs 500 grādiem, kas var atspējot dažu veidu ierīces.
Starp ugunsizturīgajiem ar augstu kušanas temperatūru ir sadalītas divas grupas: vara un sudraba sakausējumi. Vara cietlodēšanas sakausējumi, kuru pamatā ir cinks un varš, trausluma dēļ tiek izmantoti savienojumos, kas paredzēti statiskai slodzei. Tos nedrīkst izmantot, lai lodētu materiālus, kas ir pakļauti dinamiskiem triecieniem vai vibrācijām.

Sudraba lodmetālu veidi ir universāli, tos var izmantot dažādu materiālu lodēšanai. Trūkums ir augstās izmaksas, tāpēc kompozīcijas izmantošanai jābūt ekonomiski pamatotai. Sudraba sakausējumu izmanto nerūsējošā tērauda, vara lodēšanai, ortopēdiskajā zobārstniecībā, sudraba rotaslietu labošanai.

Kompozīcijas ar sudraba saturu apzīmē ar burtiem PSr. Ir marķējumi PSr-15, PSr-25, PSr-45, PSr-65, PSr-70, kur skaitlis norāda sudraba procentuālo daudzumu.
Zema temperatūra
POSK 50-18 satur 50% alvas, 18% kadmija, 32% svina. Kadmijs uzlabo izturību pret koroziju, bet padara materiālu toksisku. Lodēšanas mērķis ir uzstādīt komponentus, kas ir jutīgi pret pārkaršanu. Materiāla kušanas temperatūra ir 142-145 grādi.

ROSE sakausējuma kušanas temperatūra ir robežās no 90 līdz 94 grādiem. Šī suga ir apzīmēta kā POSV-50. Sastāvā ir 25% alvas, 25% svina, bismuta - 50%. Metālu procentuālais daudzums var nedaudz atšķirties. Materiāls tiek ražots stieņu, granulu, lietņu veidā.

Kompozīciju izmanto juvelierizstrādājumu ražošanā, elektronisko ierīču montāžai, vara sliežu tinēšanai uz iespiedshēmas plates. To izmanto elektromehānikā aizsargdrošinātājiem, drošinātāju saitēm. Un arī radioelektronisko komponentu un savienotāju ar plastmasas korpusiem demontāžai
ROSE priekšrocības:
- izdala minimālu toksisku vielu daudzumu, jo nesatur kadmiju;
- viegli izkausēt, pietiek ar saskari ar verdošu ūdeni;
- var izmantot mājās, neizmantojot īpašu aprīkojumu;
- ekonomiski lietojams.
VUDA sakausējuma kušanas temperatūra ir 65-72 grādu robežās, kas paplašina tā pielietojuma jomu. Bet 10% kadmija tā sastāvā padara materiālu toksisku. Pārējais sakausējums: 13% alva, 27% svins, 50% bismuts.

Tas attiecas uz:
- ugunsgrēka signalizācijas sistēmu sensoros;
- mikroshēmās;
- galvanizācijā;
- zobārstniecībā;
- liešanas elementu ražošanai;
- tipogrāfijas biznesā fontu, matricu, klišeju ražošanai;
- mašīnbūvē un kuģu būvē;
- aviācijas nozarē;
- metalurģijas nozarē.
Citi veidi
Īpašos apstākļos tiek izmantoti reti lodētāji. Tie ietver:
- Savienojumi uz niķeļa bāzes, ko izmanto augstas temperatūras daļās;
- zelts, ko izmanto vakuuma caurulēm;
- magnijs, ko izmanto melno un krāsaino metālu metalurģijā.
Mēs sniegsim piemērus par dažiem no tiem, jo to ir daudz, un rakstā nebūs iespējams apsvērt visus veidus.
Lodēšanas pasta
Mikroshēmu lodēšanu, SMD komponentu montāžu uz iespiedshēmas plates, mobilo tālruņu kompleksu remontu var veikt, izmantojot lodēšanas pastu, kas sastāv no tīras plūsmas un Sn62Pb36Ag2 sakausējuma. Sastāvā ir 62% alvas, 36% svina un 2% sudraba.

Pasta atbilst pamatprasībām virsmas montāžas tehnoloģijai (SMD komponentiem) elektronikas nozarē.
Alumīnijam
Lucas-Milhaupt Filalu 1192 NC lodam ir laba plūstamība, augsta saķere ar alumīniju. Tos var izmantot saldēšanas iekārtu, automašīnu radiatoru, gaisa kondicionētāju lodēšanai. Alumīnija lodēšana uz alumīniju ir vienkārša pat neprofesionāļiem. Tas tiek ražots stieņa formā ar plūsmu iekšpusē. Kušanas temperatūra 577 grādi.
Sastāvs: Si-11,94%, Fe-0,18%, Cu-0,01%, Mn-0,03%, Mg <0,01%, Zn-0,01%, Al-rest, FLUX-32%

Varam
Gandrīz jebkura veida, gan mīksta, gan cieta, ir piemērota vara lodēšanai. Piemēram, var izmantot alvas, svina, cinka, sudraba lodmetālus.
Rezultāts
Tiek ražots ļoti daudz dažādu lodmetālu dažādu produktu lodēšanai, vienkārši nav reāli tos uzskaitīt viena raksta apjomā. Bet, apkopojot iepriekš minēto, mēs atzīmējam:
- Elektronisko komponentu uzstādīšanai radioamatieri izmanto salīdzinoši zemas kušanas temperatūras POS-61 detaļas uz lodēšanas bez svina nav lodēts, iepriekš konservējot ar ROSE sakausējumu, lai samazinātu kušanas temperatūru, pēc tam detaļas tiek demontētas viegli. Caurulēm un saldēšanas iekārtām tiek izmantotas cietās kausēšanas pakāpes.
- Sakausējumā nedrīkst būt toksisku vielu, kas pārsniedz noteikto normu. Darbus drīkst veikt tikai ventilējamā vietā, ievērojot drošības pasākumus.
Saistītie materiāli:
- Kā lodēt radio detaļas no dēļiem
- Kā izvēlēties lodāmuru vadu lodēšanai
- Kā pareizi lodēt vadus

