Miten koota profilegib omin käsin - yksinkertainen tapa valmistaa se-itse
sisällysluettelo
-
1 Kaikki mitä tarvitsee tietää profilegibe
- 1.1 Miten profilegib
- 1.2 Rakentaa käsi putki taivutin
- 2 Yhteenvetona

Samanaikainen taivutus useita putken neliömäinen poikkileikkaus saatavilla avulla leveiden rullien koneeseen
Et tiedä miten profilegib omiin käsiinsä? Tarjoan yksinkertainen askel askeleelta ohjeet, joihin voit kerätä päivässä tehokkaan koneen toiminnan. Koska hinta tehtaan koneet alkaa $ 300 luotan siihen, että ehdotettu opas on hyötyä monille.
Kaikki mitä tarvitsee tietää profilegibe

Kuvassa vain pieni osa siitä, mitä voidaan tehdä metallista profiileista
Profilegib - laitteen yhtenäinen taipuminen metalliputkien eri poikkileikkausprofiili. Lisäksi, profilegiby voidaan soveltaa erilaisiin kylmävalssatun taivutus muotoinen metalli, mukaan lukien kanavat, kulmat, merkit, I-palkit ja niin edelleen. N.

Oikealle on esitetty laite, jossa sähköinen syöttökäyttö profiilin, ja vasemmalla näkyy koneen täysin manuaalinen ohjaus
Profilegib taivutustyökalu poikkeaa tavanomaisesta ominainen muoto rullat, jossa toistetaan epämuodostunut osa terästä. Tyypin puristamalla telojen eroavat oppaat ja hydraulinen profilegiby.
.")
Niin se näyttää rullamuovauskoneen hydraulinen puristin (oikea kaavio painamalla perinteisen alhaalta ylös, ja vasen - ylhäältä alas).
Hydraulinen nippitelojen takaa suuremman voiman, jolloin metalli muotoaan suurempi paksuus. Esimerkiksi jotkut koneet on varustettu liittimet tehtaan kokoonpano voimalla yli 8 tonnia. Mukaan käyttömoottorin tyypin mukaan, rehun liikkuvan rullat, eri työkalut ja sähkö profilegiby.
Miten profilegib

Johtuen siitä, että on profilegiba akselit on epäsuoraa, tämä kone toimii metalli kulmat
Ja manuaalinen ja hydraulinen profilegiby periaatteella toimivien kylmän mekaanisen muodonmuutoksen metallia. Toimintaperiaate eri koneilla eri suunta muotoaan vaikutuksen.
| kaavamainen esitys | toimintaperiaate |
 |
Puristusrullan liikkuu ylhäältä alaspäin. Tämä on yleisin kuvioprofiili muodonmuutoksen, sillä se toimii useimmissa kannettavat koneet. Järjestelmä painamalla käyttäen ylemmän telan käytetään harvoin työstökoneiden kanssa liittimeen. |
 |
Puristusrulla liikkuu alhaalta ylös. Paine muotoaan profiili näkyy alla. Tällainen järjestelmä on perinteinen varustettujen koneiden hydraulisylinterillä. Keskiakselin liikkuva, kun taas puolella puristusrullat pysyvät paikoillaan. |
On huomattava, että yksi ja muiden metallien muodonmuutos kaavio on yhtä tehokas. Ero voiman suunnassa on selittää ainoastaan järjestelyn tarkoituksenmukaisuuden ja liikkuvan telan suhteellisen staattinen rullat.

Muodonmuutosputken konehuoneeton - vasen putki taivutettu lovi, ja oikea - taivuttamiseksi täytetty hiekalla
Rakentaa käsi putki taivutin
Mieti, kuinka rakentaa yksinkertainen liikkuvan taivutuksen koneprofiili omin käsin. Valmis kone on suunniteltu muodonmuutos muotoinen putket, joiden halkaisija on enintään 60 mm.
| kuva | Kuvaus toimista |
 |
Valmista materiaalit. Koota kotitekoinen profilegib tarpeeseen:
|
 |
Valmista runko-osat. Leikataan pituussuunnassa kanava 4 osaan, joista 2-70 cm pitkä ja kaksi poikittaista osaa 20 cm. Kaksi pitkää pitkän osan, kuten on esitetty kuvassa, päät katkaistaan kulmassa 70 °. |
 |
Merkitse ja poraa reiät laakeriyksiköt. Alkuun pitkittäis- kynnysten laittavat laakerikokonaisuuksissa ja merkitsee paikkansa pultattu. Booli, kuten näkyy kuva, nakernivaem paikka poraus, ja sitten tehdä läpireikiä. |
 |
Tuotamme sivusuunnassa kiinnikkeet puristustelan. Side mount kuten näkyy kuva, jolloin kanavan. Mitat asennus ei ole erikseen merkitty, koska ne on sovitettu akselille, joka on saatavilla. Alle akseli kiinnikkeet läpi porataan reikiä. Paineen rulla on merkittävä kuormatilan aukko vahvistaminen insertit valmistettu teräsnauhan niin, että metallin paksuus oli tässä vaiheessa ei ole pienempi kuin 10 mm. |
 |
Teemme yläosa puristavan yksikön. Samasta pala leikataan kynnyksen akselin ja leveys, kuten on esitetty kuvassa, sato se sivuseinä 45 °. Tämän seurauksena, kaksi sivuseinää ja yläosa voidaan taittaa U-muotoinen runko, joka pitää akselin. |
 |
Valmistautua oppaita tarttumisyksikkö. Kanavan leikataan kahteen sarakkeeseen 500 mm korkea. |
 |
Hitsattu levyt seulomiseen. Leikkaa kaksi liuskaa teräslevystä niin, että ne ovat vapaasti tulla ontelon kynnyksen. Kukin levy on sisennetty 10 mm reunasta poraa pultin reikiä 12 mm: n halkaisija. Valmistetut levyt on asetettu ja hitsattu reunat U-profiilit. |
 |
Paineita yksikkö kanssa liikkuva tela. Kahden aiemmin lovettu sivuseinien ja ylä- hitsata yksi yksikkö, joka on asetettu akselin kokoonpanon aikana. |
 |
Laskemisesta runko ja pystypylväistä. Aikaisemmin leikattu pitkittäiset ja poikittaiset osat hitsin emäksen kerätä ja taivutustyökalu. Alaspäin hitsit pystysuuntaisten johteiden, joka siirtää puristimen kokoonpanoa. |
 |
pultattu. Yläosassa puristinyksikön kohdalla ylös keskelle, jossa porausreiän halkaisija on 22 mm. Reikä puuttuva pultti M20. Lopussa pultin hitsattu kaksi päällekkäin, jolloin pultti pyörivät vapaasti reikään, mutta se ei tullut ulos. |
 |
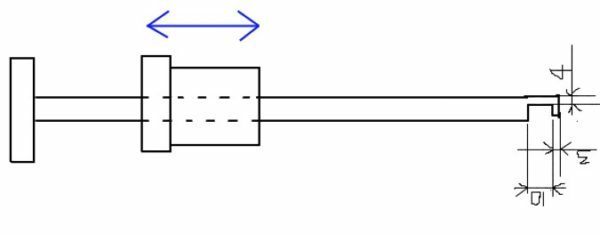
Tuottaa ylemmän sahalaipan. Leikattu pala kynnys koko etäisyyden ohjaimien välissä. Reunoja pitkin kahden porata reikiä, jotka pitäisi olla sama kuin reikien jo porattu oppaassa. Keskellä on reikä porataan, jonka päälle on hitsattu mutterin. |
 |
Pultattu ylempi poikkitanko. Aukot ylemmän poikittaispalkin ja ohjaimen aseta kaksi pulttia, että kiristetään mutterit kautta GROWER-aluslaatat. |
 |
Kiinnitä laakeriyksiköt. Asetamme rungon päälle pohjan asuntojen pinottu niiden akselit. Laakeri yksiköt, sovituspiirin kautta reikiä, kiinnitä pultit ja mutterit. Kiristetään asettamisen jälkeen GROWER pesurit. |
 |
Hitsataan napavaihteen. Alle keskelle ajoitus ketju hammaspyörä napa on hitsattu, halkaisija vastaa akselin. Keskitin on pintaan, ja synnytti akseli. Tämä monimutkainen rakenne, ja jos haluat yksinkertaistaa sitä, vaihteita voidaan yksinkertaisesti hitsata akselit. |
 |
Asenna vaihdetta akseleille. Mekko vaihde kara ja kiristä molemmat mutterit - yksi ensisijainen ja toinen X: n. |
 |
Hitsata portin akselin. Keskellä pystysuunnassa ulottuvien opas sivupyörien jo asennettu, se on hitsattu akseliin portin kanssa vaihdetta. akselin sijainti opas on määritelty siten, että ketju oli tiukka, mutta samalla se voi olla heittää, ja tarvittaessa - poistaa. |
 |
Jolloin portti. Leikattu pala nauhan pituus 40-50 cm. Toisella puolella portti hitsit metallitankojen, joka hoitaa. Toisaalta, hitsattu napa leikkaus putken. Ulkohalkaisija putken olisi vastattava sisähalkaisija vaihdetta korjattu. |
 |
Overmolding vaihde kahvan. Keskittimeen kahvan, jossa on ruuvipuristin, puristettu vaihde ajoitus ketju. Ja overmolding meni nopeammin ja helpommin vaihde on kuumennettava ainakin 120 astetta. Tämän seurauksena liittimen reikä laajenee. Sen jälkeen, kun kohde on viileä, se sopii ympärysmitta napa. |
 |
Tehdä maali painaa lohkoon. Lopussa pultin läpi porataan reikä. Reikä työnnetään romu sauva saada otetta. |
 |
Asennus puolella portit. Ennalta kiinnittää hitsattu akseli navan ensimmäinen portti ja kiristä mutterit ja X: n. Kaikkien kolmen vaihdetta tiuskaisi ketjua. |
 |
maalaus. Valmistuksen jälkeen profilegiba, yksityiskohtia, jotka eivät altistu kitkan käytön aikana, voidaan maalata hidastamiseksi korroosiota. |
Yhteenvetona
Opit tekemään käsin profilegib taivuttamaan profiiliputket. Ehdotan myös katsoa videon tässä artikkelissa. Jos sinulla on kysymyksiä, muista kysyä ne kommentit.