 svařování polypropylenových trubek - proces, který je k dispozici, i začínající mechanik stále, staré kovové trubky, nahradíme plastu, včetně polypropylenu. Rozhodnutími, která děláme, protože mají dlouhou životnost, ne rez, neváží hodně, ne hnít, kromě montáže je zcela podřízena každému obratné pána domu. Svařování moderní polyetylenové trubky se provádí rychle, ale to vyžaduje určitou zručnost, který, mimochodem, přichází rychle. Pokud nechcete věřit v sebe, můžete cvičit v pre-shromáždění malé kousky levná a armatur, a pak může být přijata a pro vytvoření svého vodovodu. Obsah
svařování polypropylenových trubek - proces, který je k dispozici, i začínající mechanik stále, staré kovové trubky, nahradíme plastu, včetně polypropylenu. Rozhodnutími, která děláme, protože mají dlouhou životnost, ne rez, neváží hodně, ne hnít, kromě montáže je zcela podřízena každému obratné pána domu. Svařování moderní polyetylenové trubky se provádí rychle, ale to vyžaduje určitou zručnost, který, mimochodem, přichází rychle. Pokud nechcete věřit v sebe, můžete cvičit v pre-shromáždění malé kousky levná a armatur, a pak může být přijata a pro vytvoření svého vodovodu. Obsah
-
- pájecí polypropylenové trubky: typy výrobků
- zkoumány jako pájecí polypropylenových zkumavek
- jako pájecí polypropylenu: pracovní kroky
- čas pájení polypropylenových trubek: ukazatele Tabulka
- svařování nebo pájení trubek z umělé hmoty s jejich rukama
- teplota pájení polypropylenové trubky
- svařování plastových trubek s rukama( video)
pájení polypropylenových trubek: druhy výrobků
potrubí polypropylenua obvykle čtyři barvy: černá, šedá, zelená a bílá.
všech typů potrubí jsou dostupné na trhu, se liší od ostatních pouze černou, že mají zvláštní vysokou odolnost vůči UV záření.Jsou používány téměř výhradně pro těsnění systému pozemní zalévání.
zbývající trubice mají podobné vlastnosti a jsou používány v mnoha různých případech a liší v tom, co může vydržet teploty.
 polypropylenové zkumavky se v několika formách
polypropylenové zkumavky se v několika formách
podle účelu polypropylenové trubky z následujících druhů:
- pro studenou vodu o teplotě až do + 45 ° C,Mohou být rozlišeny se modrý pruh, který vede podél potrubí.
- pro dodávku teplé vody, topení až + 85 ° CJejich individuální charakteristický rys - podélný pruh jasně červené barvy.
- Univerzální přípustná teplo, které musí být vyšší než +75 ° C,Pro vedení na produkt je aplikován na obou pásů dohromady - modré a červené.
zkoumány jako pájecí polypropylenových zkumavek
polypropylenu je materiál má vysokou pevnost a tuhost. Chcete-li tedy vytvořit systémy s klouby, ohyby a přechodů pomocí různých doplňků, zvané kování.Je to nejrůznější úhly, T-kusy, spojky, objížďky, adaptérů a tak dále. Pomocí potrubí spojit je pájením. Tento proces je také nazýván svařena některé stejné slova smyslu. Dva prvky se zahřeje na teplotu tání, a pak se za horka, připájen navzájem. Pokud je vše v pravém pájky, připojení otočí monolitické a trvanlivé, a je stejný jako trubky samotné.
Chcete-li zkombinovat polypropylenu s kovem, je třeba vzít v kombinované armatury. Mají jedna část je vyrobena z kovu, a je spojen s konvenční závitových prostředků, druhý - Polypropylen pájeného se speciálním zařízením volal páječka nebo svařovací zařízení.
Toto zařízení vypadá jako kovové plošiny, ale to je v elektrické cívky, který ohřívá povrch. Tato jednotka je také nazýván železa. Pro připojení dvou prvků.
 pájecí proces polypropylenové zkumavky
pájecí proces polypropylenové zkumavky
pro topný prvek v požadované hloubce, svařovací plošina musí instalovat dva různé trysky s teflonovým povlakem:
- Pro topné trubky uvnitř trnu využít - hubice s menším průměrem;
- ohřívat vnější povrch objímky put.
Než začnete, zahřát dobře páječkou, pak svařování je vysoce kvalitní a spolehlivé.Jako
pájení polypropylenu: pracovní kroky
pájení struktury používané pro pájení polypropylenových trubek je mírně odlišná od obvyklé, ale má stejný princip činnosti.
Výprodej existují dva základní modely: válcový ohřívač a plochou platformu.
Pro odborníky není velký rozdíl, každý si vybere nástroj, který se mu líbí.
 Krok vodicí pájení polypropylenové zkumavky
Krok vodicí pájení polypropylenové zkumavky
po zahřátí páječka, vyrobit následující kroky:
- trysku namontovanou na platformě vhodného průměru;
- Poté, v otvoru v platformě závitem čepu;
- na pin nosit na obou stranách pouzdra a jádra;
- matice jsou utaženy na obou stranách;Na
- regulátor vykazují potřebnou teplotu ohřevu je + 260 ° C
zbývá jen čekat signálu na předem stanovenou teplotu nastavit. Pájení železa připraven k práci. Pro kvalitní svařování, je důležité, že okraje svařovaných výrobků byly ploché.Ujistěte se, že. Pokud je to nutné, odstranění závad.
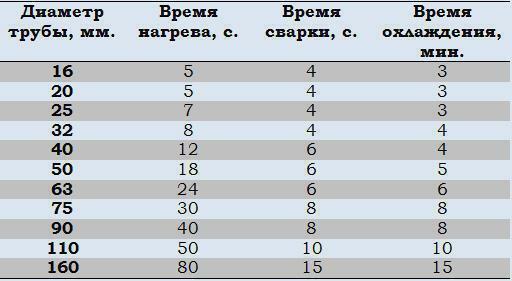
Doba pájení polypropylenových trubek: ukazatele Tabulka
Při svařování, polypropylen striktně nezbytné ohřát na požadovanou teplotu 260 stupňů.Přehřátím a výrazně underheating vliv na kvalitu svaru a snižuje sílu. Proto, pokud je jednotka ohřívá, že není nutné ke spuštění pájecí komponenty. Příliš přehřátý a měkké trubky také není dobrý výsledek - montáž je prostě nemožné vložit do něj, a v případě, že materiál není dostatečně zahřát, nebude slitiny.
Před svařováním kování a polypropylenu potrubí musí být čištěny, odmastí a vysuší.Pokud se tak nestane, svařovací kvalita je hrozné.
Toto školení je vyžadováno pro všechny druhy potrubí, kromě tzv zesílenou fólií.Trubky, vyztužené skelnými vlákny, takže je možné pájet metody.
 Doba pájení polypropylenové zkumavky
Doba pájení polypropylenové zkumavky
Doba pájení polypropylenové trubky je přímo závislá na průměru trubky samotné, a to:
- průměr trubky 16-20 mm - pájecí 6 sekund;
- 25 až 32 mm - 10 sec.
- 40-50 mm - 20 sekund.
- 63 do 75 mm - 30 sekund.
Tyto údaje jsou vhodné v případě, že okolní teplota je v rozmezí ± 20 ° CJe-li ukazatel teploty horké posunul dolů.
pájení nebo svařování plastových trubek s rukama
zařízení pro vytápění v soukromých domů a bytů použít trubku o průměru 16 až 30 mm. Nejpopulárnější z nich má průměr - 20 mm a 25 mm.
Poté, co jste určili průměr, je nutné pro výpočet celkové délky potrubí.Chcete-li to provést, nejlépe raschertit prostor v domě, což stěny linky, v místech, kde se bude konat potrubí, a měřit jejich délku. V případě, že kresby na zdi nebude rušit vzhled svého pokoje, můžete okamžitě použít a nezbytné příslušenství.Tak to bude snazší správně vypočítat jejich správné číslo.
Pokud nelze čerpat na stěnách, nakreslíte schéma potrubí na listu, a dát mu všechny potřebné prvky. Provádět výpočty a jít do obchodu nakupovat. V dalším kroku je třeba připravit všechny detaily, které budete pájku.
 Před zahájením pájení trubek s rukama nad hlavou, aby potřebná měření a dělat výkresy
Před zahájením pájení trubek s rukama nad hlavou, aby potřebná měření a dělat výkresy
Když jsou připraveny trubky a tvarovky, Postupujte takto:
- Clean a odmastit všech místech špičky na výrobky;
- Po vysušení povrchu, na trubkách, v 1,5 cm od okraje, tenký markeru laku známky s tím, vzdálenost ponořením do armatury;
- Před připojením potrubí na oblasti, předtím připojit jeden kus na druhou, jak mají být hotové a udělejte značku na potrubí podélném rohu a zároveň, který vám pomůže v budoucnu spojit podrobnosti pravdu;
- Dále, dát na trubku na trnu zařízení, a současně kování vložen do pouzdra;
- trvalé čas potřebný k odstranění trysky a předměty dohromady, tlačí trubku do tvarovky až do určeného značce. Nabízíme sloučeninu vyrobenou se zaměřením na značku. Twist a otočit položky nejsou k dispozici.
tlak lze zastavit, ale spojení nelze dotkl několik minut po uplynutí uvedené doby. Po uplynutí dostatek času, lze předpokládat, že se pájení je dokončena. Můžete přistoupit k dalšímu švu, ale nejprve zkontrolujte páječku. Kdyby to bylo fragmenty minulých pájení, potom opatrně odstraňte měkkým hadříkem, který nepouští vlákna.
teplota pájení polypropylenové zkumavky
aby bylo možné řádně svařování trubky z PVC, je nutné, aby všechny správně.Za tímto účelem každý svářeč přichází s instrukcí, podle kterého hrot se koná správně.
svařovat plastové trubky, je nutné zahřívat svařovací zařízení zařízení až 260 stupňů teploty, a teprve potom začít pracovat.
Než začnete, musíte jasně vědět, že pravidla, která vyrobené svařování dílů, tajemství, které vám pomohou vytvářet práci ve vzdálených lokalitách, jako topné zařízení, jak pájet v plastové trubky v kovové vzpěry, a zda je možné vařit vodních dýmek zadek. Odpověď na tyto otázky vám pomůže zkušený svářeč, nebo na našich webových stránkách.
 pro pájení trubek zařízení musí být zahřátá na 260 stupňů
pro pájení trubek zařízení musí být zahřátá na 260 stupňů
difuzní svařování plastového potrubí nechává provést instalaci topných a sanitárních zařízení, a má mnoho výhod: dostupnou cenu výrobci
- domácí zařízení;
- Education trvanlivé uzavřených spoje na potrubí;
- možné uspořádat vody a topných trubek ve všech, požadované polohy;
- bude možné svařovat všechna nezbytná penopropilenovye připojení;
- toto zařízení je velmi snadné použití;
Tato nová technologie nabízí mnoho dosud neznámých možností.plastové trubky s rukou( video)
svařovací
Nověji se kromě pojmu běžného svařování, slyšeli jsme i na jméno „za studena“.Není žádným tajemstvím, že jedno slovo svařování vedl mnoho se bát, která sdružuje všechny složitosti svářečských prací, špína, jiskry a globální opravy. Dnes, díky vzniku na trhu PPR potrubí, je možné se obrátit na instalaci topení a vodovodů ve vzrušující dobrodružství, kde je práce vykonávané zbavený prachu, špíny, jiskry a pachů.Jedinou podmínkou pro instalaci - nedělají chyby. To může vést ke zhoršení kapaliny cirkulující v potrubí.


