 Kunnolla suorittaa hitsaus muoviputkien on perusteellisesti tutustunut prosessitekniikan huoltoa tai uudisrakentajan liittyy aina monenlaisia rakennustöitä, kuten - ja lämmitysjärjestelmien asentamiseen, vesihuolto jneSijasta rautaa ja metalliputkia ovat jo pitkään tulleet muovi-, metalli-, polypropeeni, polyeteeni, ym. Elementit. Kiistaton etu muoviputkia on niiden kestävyys, kestävyys biologisten mikro-organismeja, korroosiota, kulumista, sekä asennuksen helppous ja monipuolisuutta. Muoviputket voidaan asentaa järjestelmän veden, jäteveden tai lämmitys. Työtä on tarpeeksi käsillä hitsauskone PVC-putket, putket itse ja aseta-liitin varusteet.
Kunnolla suorittaa hitsaus muoviputkien on perusteellisesti tutustunut prosessitekniikan huoltoa tai uudisrakentajan liittyy aina monenlaisia rakennustöitä, kuten - ja lämmitysjärjestelmien asentamiseen, vesihuolto jneSijasta rautaa ja metalliputkia ovat jo pitkään tulleet muovi-, metalli-, polypropeeni, polyeteeni, ym. Elementit. Kiistaton etu muoviputkia on niiden kestävyys, kestävyys biologisten mikro-organismeja, korroosiota, kulumista, sekä asennuksen helppous ja monipuolisuutta. Muoviputket voidaan asentaa järjestelmän veden, jäteveden tai lämmitys. Työtä on tarpeeksi käsillä hitsauskone PVC-putket, putket itse ja aseta-liitin varusteet.
-
- hitsaus muoviputkia: salaisuudet
- tekniikkaa hitsaustekniikka polypropeeni lämmitysputket: sisältää
- Doing kätensä: hitsaus polypropeeni vesiputket
- Hitsaaja varten polypropeeniputkilla käsillään
- oikeaa hitsauksen muovistaputket( video)
hitsaus muoviputkia: salaisuuksia teknologia
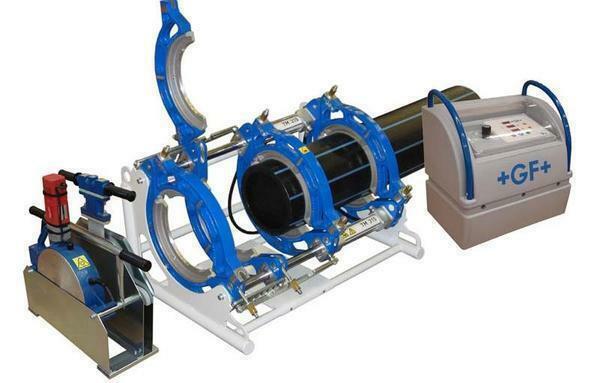
hitsaus PVC-putki tuotetaan kuumentamalla niiden päätypinnat ja liitoselementitpoliisit viskoosi neste tilassa sen jälkeen yhdisteen. Tätä tarkoitusta varten hitsauskone.
hitsaus tekniikkaa kutsutaan polypropeeniputkilla tai kytkimen pistorasia. Liittyminen elementtien ei ole kirjaimellisesti yhteinen yhteisiä, ja kautta ylimääräiset osat - muita johtimia, jotka lämpötilassa noin 260 astetta reunat juotetaan putkia. Kun elementit on kiinteästi yhdistetty keskenään scrapie molekyylitasolla, hitsaus voidaan pitää täydellisenä.
ilmeneviä häiriöitä kytkettäessä erilaisia materiaaleja - mahdolliseen pienten nivelten voimaa delaminointikäsittely kuormia, mikä rajoittaa käyttöä hitsauksen.
 salaisuuksia tutkimalla teknologia voi olla nopeasti ja helposti hitsata polymeerisen putken
salaisuuksia tutkimalla teknologia voi olla nopeasti ja helposti hitsata polymeerisen putken
Vaihtoehtoiset menetelmät liittyä PVC-putket:
- liimaus liimavalmisteissa;
- niittienkiinnityskoneet;
- muodostavat;
- puristussovitteella.
Näitä menetelmiä ei voida soveltaa, jos liitososien on valmistettu samankaltaisia tai identtisiä materiaalin rakenne ja perusvaatimuksena on yhdiste, jolla on suorituskyky, mahdollisuus automaation ja koneistamista.
hitsaustekniikka polypropeeni lämmitysputket: erityisesti
Ennen työn aloittamista, yksityiskohtainen suunnitelma lämmitysjärjestelmän, joka sisältää paitsi suora kulku putkien, vaan myös kaikki käänteitä ja aluevaltaus. Laskee kaikki tarvittavat elementit.
Muista: läsnäolo laadukkaita ja hyvin valittu materiaali - avain onnistuneeseen päätökseen korjaus- ja kestävyyden tulevaisuuden lämmitysjärjestelmän. Tätä tarkoitusta varten on parasta asentaa putkia alumiinikerros.
 Ennen hitsausta polypropeeni lämmitysputket, on tarpeen valmistella materiaaleja ja työkalut työtä
Ennen hitsausta polypropeeni lämmitysputket, on tarpeen valmistella materiaaleja ja työkalut työtä
Putket hankkia parempi pienellä marginaalilla, varsinkin jos työ tehdään ensimmäistä kertaa. Ylimääräiset elementit liitosputkien on myös parempi olla runsaasti, varsinkin jos työ tehdään omalla ensimmäistä kertaa.
työssä:
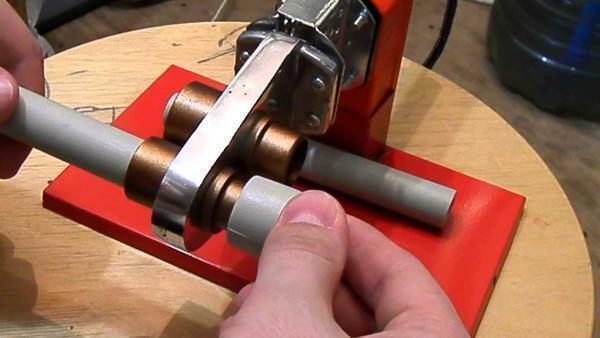
Kun tarkkailun- polypropeeniputkilla virheiden ja lämpötilan määrityksen lämmitys- leikkurin tai saha, suunnitelman mukaisesti, katkaista haluttuun pituuteen putken. On tärkeää varmistaa, että leikkaus oli suorassa kulmassa. Mukana
- juote ja osoitti halutun lämpötilan, lämmityselementti on asetettu Teflon holkki. Kun valo syttyy laitteen, se on käyttövalmis( lämmitettiin haluttuun lämpötilaan).Käytössä
- putkia vinkkejä viistetty 1/3 elementtien paksuus käyttäen parranajokone. Strippaus väkäset alumiinikerros. On esikuumennettu
- holkki, joka on asennettu hitsauskone, toisaalta kastiketta putki, kun taas toinen - liittimeen. Yksityiskohdat kuumennettiin 6-7 sekuntia.
- putkien ja asentamisesta poistetaan kuuma vuoraus putken työnnetään liittimen kotelon vastakkaiseen suuntaan liittimen työnnetään toisen segmentin kuumennetun putken. On tärkeää tehdä näitä manipulointia mahdollisimman pian. Yhdisteen on oltava tasainen, ilman kierto, ja koko menettely hitsauselinten pitäisi miehittää ei enemmän kuin 5 sekuntia.
varten 4-5 minuuttia yhdisteiden kiinteytyä ja entistä kestävämpi. Stimuloida karkaisu tarkkuudella muita menetelmiä putkiliitokset( jääkylmää vettä) ei ole suositeltavaa. Rikkoo hitsaustekniikan vähentää lujuutta yhdisteitä.
Doing omiin käsiinsä: hitsaus polypropeeni vesiputket
Feature asennuksesta Vedenjakelujärjestelmässä on oikea valinta materiaalien, joista riippuu kestävyyttä ja suorituskykyä tulevaisuuden vesihuollon. Vain muutamia eri PVC-putki voidaan käyttää vesi.
 Suorita hitsaus putki voi hyvinkin olla oma, jos oikein kiinni askel askeleelta ohjeet
Suorita hitsaus putki voi hyvinkin olla oma, jos oikein kiinni askel askeleelta ohjeet
Nimittäin:
- muoviputki alumiini tuppi;
- elementit lasikuitukerros:
- Yksikerroksinen PVC-putki,
- monikerrostuotteissa.
halkaisija kotona vesi Yleisimpiä ovat 2, 2,5, ja 3,2 cm. Valinta-putkia voi riippua vesijärjestelmän ja on ominaisuuksia, ja halkaisija hitsauskoneen suuttimet. Liittimet, kytkimet, kyynärpäät - liitännäisiä eriä juottamiseen muoviputkia, jota ilman on mahdotonta sivuuttaa.
Sequence hitsaus PVC-putket:
- laskenta järjestelmän parametrit.
- Vanhojen vesijohdon( jos on).
- asennus sopiva sovitin( tarvittaessa connect muovista, esimerkiksi, joissa on metalli- tai metalli-muovi).
- suora putkien hitsauksessa ja kiinnikkeet. Testaus yhdisteet
- luotettavuutta.
- Shtrobirovanie seinät putkistojen( tarvittaessa).
- loppuvaiheessa( kiinnitys putket seinään, jne.).
hitsauskone polypropeeniputkilla käsillään
voi kerätä juotin putki tavanomaista rautaa. Tarvitsee vain raivata fasoniny kaksi holkin sovitus ja putkien alle ja mutteri. Rauta poistetaan termostaatti, tarpeettomia ulkonemia leikataan ja jäljellä pohjat lämmitin. Ainoassa 6 mm reikä porataan ja ruuvattu korvakkeet. Vastakkaisella puolella ainoan nokan porataan reikä asennusta varten lämpöpareihin.
Samu termopari voi viedä paljon, poistetaan hänen hitsattu johdot, katkaisemalla tarvittavaan pituuteen ja aseta se reikään pohjan jälkeen kiille putket, jotka ovat tarpeen eristys.
 tärkeä osa hitsauksessa polypropeeniputkilla on hitsauskone
tärkeä osa hitsauksessa polypropeeniputkilla on hitsauskone
kaikki elementit improvisoitua juottaa kerätä koteloon. K termoelementti on kiinnitetty johdinpanssarikaapeli mittari, ja lämmityselementti - sama pitkin pituutta kaksijohtimisesti. Johdot on kiinnitetty kahvaan ja joka on kiinnitetty ulkokuoren. Väli pohjan termopari kotelo ja kärki on täynnä asbestia villa. Ulkonevat kotelo eristävä helat, reikien halkaisija kotelon tulisi ylittää halkaisija korvakkeiden 10 mm.
termostaatti olisi vahvistettava erillinen muovinen kotelo. Voidaan käyttää osoittamaan osoittimen laite vanhasta nauhuria, jonka akseli on johdettu kotelon ulkopuolelle lohko termostaatti.
oikeaa hitsauksen muoviputkien( video)
yhteys muoviputkia ei tarkoita erityistä monimutkaisuutta ja juottamalla ne voidaan tehdä omin käsin vanhoista laitteiden tai vuokrata missään laatikossa.
Onnistunut korjaus!


