 hitsaus polypropeeniputkilla - prosessi, joka on saatavilla myös aloittelevat mekaanikko Yhä vanha metalliputkia, me korvata muovia, kuten polypropeenia. Valintoja teemme, koska niillä on pitkä käyttöikä, eivät ruostu, ei paina paljon, älä rot lisäksi kokoamalla ne kokonaan alistaa jokainen taitava talon isännälle. Hitsaus moderni polyeteeniputki- suoritetaan nopeasti, mutta se vaatii hieman taitoa, joka muuten tulee nopeasti. Jos et usko itseesi, voit harjoitella pre-kokoonpano pieniä edullisia ja varusteet, ja sitten voidaan tehdä ja luomaan sen vedenjakelujärjestelmän.
hitsaus polypropeeniputkilla - prosessi, joka on saatavilla myös aloittelevat mekaanikko Yhä vanha metalliputkia, me korvata muovia, kuten polypropeenia. Valintoja teemme, koska niillä on pitkä käyttöikä, eivät ruostu, ei paina paljon, älä rot lisäksi kokoamalla ne kokonaan alistaa jokainen taitava talon isännälle. Hitsaus moderni polyeteeniputki- suoritetaan nopeasti, mutta se vaatii hieman taitoa, joka muuten tulee nopeasti. Jos et usko itseesi, voit harjoitella pre-kokoonpano pieniä edullisia ja varusteet, ja sitten voidaan tehdä ja luomaan sen vedenjakelujärjestelmän.
-
- Brazing Polypropeeniputket: tyyppisiä tuotteita
- tutkittu juottaminen polypropeeniputkiin
- Kuten juotos polypropeenia: työvaiheita
- aika juottaminen Polypropeeniputket: Taulukko indikaattorit
- hitsaamalla tai juottamalla muoviputkia käsillään
- juotoslämpötila polypropyleeniputkiin
- hitsaus muoviputkien kädet( video)
juotto polypropeeniputkilla: tyyppisiä tuotteita
putket polypropeenija yleensä neljä värit: musta, harmaa, vihreä ja valkoinen.
kaikenlaisten putkien saatavilla markkinoilla, erilainen kuin muut vain mustaa, että niillä on erityinen korkea UV-säteilyn. Niitä käytetään lähes yksinomaan maahan kastelujärjestelmät tiivisteet.
jäljellä putket on samanlaiset ominaisuudet ja niitä käytetään monissa eri tapauksissa, ja eri mitä he voivat kestää lämpötiloja.
 polypropeeni putket tulevat eri muodoissa
polypropeeni putket tulevat eri muodoissa
mukaan tarkoituksena polypropeeni putket ovat seuraavista lajeista:
- Kylmässä vedessä, jonka lämpötila on korkeintaan + 45 ° C: ssaNe voidaan erottaa sinisen juovan, joka kulkee pitkin putkea.
- kuuma vesi, lämmitys + 85 ° C: ssaNiiden yksittäiset tunnusmerkki - pituussuuntainen raita kirkkaan punainen väri.
- Universal sallitun lämpöä joka saa olla enintään + 75 ° CKoskeva opas, tuote levitetään kahden kaistaleen yhteen - sininen ja punainen.
Tutkitut kuten juottamalla polypropyleeniputkiin
Polypropeeni koska materiaali on suuri lujuus ja jäykkyys. Siksi luoda järjestelmiä nivelet, mutkia ja siirtymiä, käyttämällä erilaisia lisävarusteita, kutsutaan varusteet. Se kaikenlaisia kulmat, T, kytkimet, kiertoteitä, adapterit ja niin edelleen. Putket liittää ne juottamalla. Tätä prosessia kutsutaan myös hitsattu joitakin samoja merkityksessä.Kaksi elementtiä kuumennetaan sulamis- lämpötila, ja sitten, kun taas kuuma, juotettu toisiinsa. Jos kaiken oikein juotos, yhteys muuttuu monoliitti ja kestävä, ja se on sama kuin putken itse.
Jos haluat yhdistää polypropeeniin metalli, on tarpeen ottaa yhdistetyn varusteet. Heillä on yksi osa on valmistettu metallista, ja se on kytketty tavanomaiseen kierteillä keinoin, toinen - Polypropeeni juotetaan erityinen laite nimeltään juottokolvilla tai hitsauslaitetta.
Tämä laite näyttää metalli alusta, mutta se on sisällä sähköinen kela, joka lämmittää pintaa. Tämä laite on myös kutsuttu rautaa. Yhdistää kaksi elementtiä.
 juottamalla polypropyleeniputkiin
juottamalla polypropyleeniputkiin
varten kuumennuselementin haluttuun syvyyteen, hitsaus alusta on asennettava kaksi eri suuttimet Teflon-pinnoite:
- Jos lämmitys putki tuurnan käytetään - suuttimen halkaisija on pienempi;
- lämmittää ulkopintaan holkin laittaa.
ennen aloittamista lämmitä hyvä juotin, niin hitsaus on korkea laatu ja luotettavuus. Kuten
juotos polypropeeni: työ vaiheet
juottamalla rakenteita käytetään juottaminen polypropeeniputkilla on hieman erilainen kuin tavallista, mutta on sama toimintaperiaate.
Myynnissä on kaksi perusmallia: sylinterimäinen lämmitin ja tasainen alusta.
Ammattilaisille ole paljon eroa, jokainen valitsee työkalu, että hän pitää.
 Vaihe opas juottamalla polypropyleeniputkiin
Vaihe opas juottamalla polypropyleeniputkiin
kuumentamisen jälkeen kolvi, tuottaa seuraavat vaiheet:
- suutin on asennettu alustan sopiva halkaisija;
- Sitten reikä alustan kierretappi;
- On tappi kuluneet molemmin puolin kotelon ja karan;
- kiristetään molemmin puolin;On
- säädin osoittavat tarpeen kuumennuslämpötila on + 260 ° C
jää vain odottamaan ennalta määrätty lämpötila asetetaan signaalin. Juotin valmis työskentelemään. Laadun hitsaus on tärkeää, että reunat hitsattujen tuotteiden oli tasainen. Varmista, että.Tarvittaessa poista vikoja.
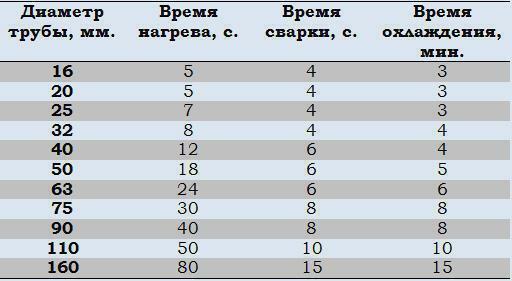
aika juotos polypropeeniputkilla: Taulukko indikaattorit
hitsauksessa, polypropeeni ehdottoman välttämätöntä lämmittää haluttuun lämpötilaan 260 astetta. Ylikuumeneminen ja underheating vaikuttavat merkittävästi hitsin laatuun ja vähentää lujuutta. Näin ollen, kun laite lämpenee, se ei ole tarpeen aloittaa komponenttien juottamiseen. Liian ylikuumentunut ja pehmeä putki ei myöskään ole hyvä tulos - istuva on yksinkertaisesti mahdotonta lisätä siihen, ja jos materiaali ei riitä lämmittää, se ei metalliseos.
Ennen hitsauksen varusteet ja polypropeeni putki on puhdistettava, poistetaan rasva ja kuivattiin. Jos näin ei tehdä, hitsauksen laatu on kauheaa.
Tämä koulutusta tarvitaan kaikenlaisia putkia, lisäksi ns vahvistettu folio. Putket, vahvistettu lasikuitu, joten on mahdollista juottaa menetelmä.
 aikaan juottamalla polypropyleeniputkiin
aikaan juottamalla polypropyleeniputkiin
aikaan juottamalla polypropeeniputkilla on suoraan riippuvainen putken halkaisija itse, nimittäin:
- Putken halkaisija 16-20 mm - juote 6 sekuntia;
- 25-32 mm - 10 s.;
- 40-50 mm - 20 s.;
- 63-75 mm - 30 sekuntia.
Tällaisia tietoja ovat sopivia, jos ympäristön lämpötila on ± 20 ° C: ssaKun kuuma lämpötila osoitin on siirtynyt alas.
juottamalla tai hitsaamalla muoviputkien käsillään
Laitteet lämmityksen yksityiskoteihin ja huoneistoissa käyttää putkea, jonka halkaisija on 16-30 mm. Suosituin niistä on halkaisijaltaan - 20 mm ja 25 mm.
Kun olet selvittänyt halkaisija on tarpeen laskea kokonaispituus valmisteilla. Voit tehdä tämän, sinulle parhaiten raschertit tilaa talossa aiheuttaen seinät linja, paikoissa, joissa putket pidetään, ja mitata niiden pituuden. Jos seinä piirustukset ei häiritse ulkoasua huoneen, voit heti hakea ja tarvittavat varusteet. Niin se on helpompi laskea oikein niiden oikea numero.
Jos et voi piirtää seinille, piirtää kaavio putkilinjan arkilla, ja laittaa hänet kaikki tarvittavat elementit. Tehdä laskelmia, ja mennä kauppaan ostoksille. Seuraava askel sinun täytyy valmistella kaikki yksityiskohdat, että te juottaa.
 Ennen juottamista putkien kädet, tee tarvittavat mittaukset ja piirtämään
Ennen juottamista putkien kädet, tee tarvittavat mittaukset ja piirtämään
Kun putket ja liittimet ovat valmiita, niin:
- Puhdista ja poista rasva kaikki paikat piikkejä tuotteista;
- kuivaamisen jälkeen pinta, on putket, 1,5 cm: n päässä reunasta, ohut merkki maalin kohdalla, toteaa etäisyys upottamalla se sopiva;
- Ennen liittämistä putken alueelle, aiemmin kiinnitä yksiosainen toiseen, koska niiden on oltava valmiita ja jättää jäljen putken pitkittäis- nurkkaan ja samaan aikaan, joka auttaa sinua tulevaisuudessa liittyä yksityiskohdiltaan;
- Seuraavaksi laittaa putken karan laitteen, ja samanaikaisesti putken työnnetään holkki;
- kestävä aika tarpeen poistaa suuttimien ja kohteet koota, työntää putki liittimeen asti nimetty merkki. Tarjoamme yhdisteeseen, joka keskittyy merkki. Kierre ja kierrä kohteita eivät ole käytettävissä.
paine voidaan pysäyttää, mutta yhteys ei voi koskea useita minuutteja päätyttyä sanotun ajan. Sen jälkeen, kun on kulunut riittävästi aikaa, voidaan olettaa, että juotos on valmis. Voit siirtyä seuraavaan saumaan, mutta tarkista ensin juotin. Jos se olisi fragmentteja viimeisen juottamalla, sitten varovasti ne pehmeällä, nukkaamattomalla liinalla.
juotoslämpötila polypropyleeniputkiin
Jotta oikein hitsata PVC-putki, on tarpeen tehdä kaikki oikein. Tätä varten jokaisen hitsaajan tulee ohjeen, jonka mukaan piikki pysyy oikeassa.
hitsata muoviputkia, on välttämätöntä lämmittää laite hitsauslaitteet jopa 260 asteen lämpötila, ja vasta sitten alkaa toimia.
Ennen kuin aloitat, sinun täytyy selvästi tietää säännöt, jotka tekivät hitsaus osat, salaisuuksia, jotka auttavat sinua tuottaa työtä syrjäisillä seuduilla, kuten lämmityslaite, miten juottaa muoviputkeen metalli sauvan ja onko mahdollista keittää vesiputkien maalialue. Vastaus näihin kysymyksiin auttavat sinua kokenut hitsaaja, tai nettisivuiltamme.
 Sillä juotos putket on lämmitettävä 260 astetta
Sillä juotos putket on lämmitettävä 260 astetta
hajanainen hitsaus muoviputki avulla itse tehdä asennuksen lämmitys- ja putkijärjestelmien, ja on monia etuja:
- kohtuullisin kustannuksin kotimaisten laitevalmistajat;
- Koulutus kestävä sinetöity liitokset putkien;
- mahdollista järjestää veden ja lämmitysputket kaikkiaan haluttuihin asentoihin;
- tulee mahdollista hitsata tarvittavat penopropilenovye yhteydessä;
- tämä laite on erittäin helppo käyttää;
Tämä uusin tekniikka tarjoaa paljon toistaiseksi tuntemattomia mahdollisuuksia.
Hitsaus muoviputkia kädet( video)
Sittemmin lisäksi käsitteeseen tavallisten hitsaus, kuulimme myös nimeä "kylmä".Ei ole mikään salaisuus, että yksi sana hitsaus saanut monet pelkäämään, kanssaan kaikki monimutkaisia hitsaukset, likaa, kipinöitä ja globaali korjaus. Tänään, kiitos syntymistä markkinoilla PPR putket, on mahdollista kääntää asennuksen lämmitys- ja vesihuoltoa jännittävä seikkailu, jossa työ tehdään ilman pölyä, likaa, kipinöitä ja hajut. Ainoa edellytys asennusta - älä tee virheitä.Tämä voi johtaa heikentymiseen kiertävän nesteen putkien läpi.


